Tool management
All your tool information in one place
The primary task of tool management is to allow you to continue automatic production of parts in a highly flexible machine for as long as possible without interruption. This is made possible by automatic replacement of a tool after it has reached the end of its service life. The tools are not identified in the NC program based on their position number in the magazine, but via their tool identification number.
A MILLTURN is equipped with a large tool magazine (up to 200 positions) in which all possible tool types are stored using a uniform interface. The tools are brought from this magazine to the turning-boring-milling unit via an automated tool change system with tool gripper. The tool magazine can also be loaded and unloaded while a program is running. Changeover processes such as replacing worn tools or fitting the specific tool required for the next task, including input of the tool data, therefore take place parallel to machining time.
The main benefit of this for users is a significant reduction in set-up time and thus better utilisation of such a high-value machine. It also allows users to save on tool costs, as the tools can always be used until the end of their service life.

- Automatic tool change with ‘normal’, ‘oversized’ and ‘extra-long’ tools
- Smart restart logic; program is resumed or restarted with minimal input from the operator The machine’s tool change system requires almost no operator input
- Electronic changeover plan for tool turret with guided changeover
- Change tools in magazine while a program is runningTools can be assigned to tasks
- Comprehensive tool search function based on a wide range of criteria
- Scroll through the slots to perform visual tool checks
- Softkey to reactivate tools after a cutting insert change
Optional add-ons to tool management
Tool data archive

The tool data archive is primarily designed for storing data on prefabricated but not (yet) fitted tools and tools temporarily removed from the magazine.
The archive can be used to store tool data on tools that:
- are to be fitted soon;
- have been temporarily removed from the magazine.
Tool data for tools that have not yet reached the end of their tool life can be exported to a file when they are removed from the magazine; this ensures that the latest actual data is not lost. The tool data archive can store thousands of data records and is network-compatible, so multiple MILLTURN machines can access the same archive database via a network.
Tool master database
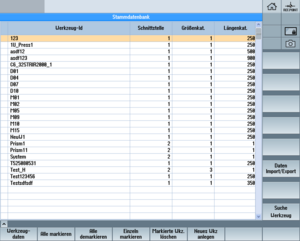
The master database of the MILLTURN tool management system can be used to store all tool master data. The tool master data contains all of the neutral properties of a tool, such as the tool diameter category, length, interface, prescribed tool life, number of blades etc., plus configuration parameters with tolerance information. When fitting a tool, this information can be taken from the master database.
The tool master database can store thousands of data records and is network-compatible, so multiple MILLTURN machines can access the same database via a network. By automatically importing master data on new tools into the database, the MILLTURN undergoes a teach-in process with each new tool created without any operator input.
Tool requirement management
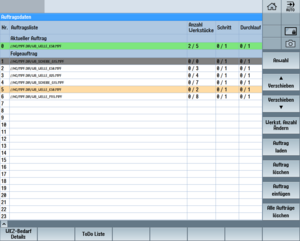
The tool requirement management system is designed to inform the machine operator in good time about the tool stock available in the machine for the current production task and for up to 10 subsequent tasks, along with the corresponding batch sizes.
To this end, a tool requirements list must be present in the NC program header, listing all tools used. The stored tool requirement list also provides the option to store information about usage time per workpiece or set a pre-warning limit for the minimum remaining tool life.
When an NC program is selected for processing, the tool requirement management system automatically analyses the information from the tool requirements list and checks whether all of the required tools are available in the machine’s tool magazines or whether the current tool stock in the machine is sufficient for the indicated number of workpieces to be produced. The name of the currently selected NC program and the number of workpieces to be machined are visible in the overview of the tool requirement management system.
The results of the analysis are clearly displayed in list-form, and can either be viewed on the control unit display or exported to a file or printed. In the NC program, the user can query whether all tools are available for the machining of the current workpiece.
Balluff BIS-C/BIS-M tool identification system

The MILLTURN tool management system requires a tool data file for each tool.
The necessary data file can be read from the code tag when the tool is fitted in the magazine. When the tool is removed from the magazine, the latest data is saved on the code tag (e.g. remaining tool life, wear data etc.). To read or write the code tag, the tool is inserted into the reading/writing station supplied. The documentation contains a detailed description of the data structure on the code tag.