Le temps de passage a été réduit de moitié chez AUMA grâce aux machines WFL





AUMA développe et construit des servomoteurs électriques et des réducteurs de vannes depuis 60 ans et compte aujourd'hui parmi les fabricants leaders de la branche au niveau international. Les secteurs de l'énergie, de l'eau, de la pétrochimie et les utilisateurs des domaines industriels les plus divers misent dans le monde entier sur les produits technologiquement sophistiqués d'AUMA. Avec sa stratégie de marque unique, AUMA Riester GmbH & Co. KG regroupe ses divisions : AUMA Water, AUMA Power, AUMA Oil & Gas, AUMA Drives et AUMA Industry. Depuis des décennies, AUMA Drives mise sur une qualité maximale dans la production de réducteurs. Pour cela, l'utilisation d'un équipement moderne est d'une importance capitale. Le soutien dans la production à Coswig est arrivé en décembre 2022, sous la forme d'une machine Millturn de WFL.
Le cycle de vie du produit est une caractéristique unique chez AUMA. Toutes les étapes sont représentées, de l'étude de faisabilité à la mise en service. L'idée de produit du client passe au développement et à la construction d'un concept de produit et débouche sur la fabrication et le contrôle d'un prototype. Après la planification de la qualité et de la production, on passe à l'approvisionnement en pièces. Le marquage et la traçabilité prennent de plus en plus d'importance. Dans le domaine de l'énergie solaire concentrée (CSP), cela est essentiel, car 80 000 entraînements sont par exemple livrés. Si trois installations d'un champ solaire ne fonctionnent pas, la traçabilité permet de déterminer où ces pièces sont installées, de les réparer et de les réinstaller. La transparence est donc assurée.
"Cela fonctionne avec des QR codes traçables", explique Marko Kost, chef d'équipe Technical Support chez AUMA Drives. En cas de défaillance d'un réducteur, par exemple un arbre à vis sans fin défectueux due à un défaut de matériel, on cherche dans le lot de matériel correspondant et on sait exactement quels réducteurs sont concernés et lesquels doivent être remplacés. On le fait pour toutes les pièces standard ou aussi en raison d'une demande expresse du client.
"Au montage, on vérifie encore une fois si la pièce est vraiment prête pour l'expédition. Le processus passe ensuite au contrôle final et à l'expédition. Le traitement des déchets est également un facteur important, de plus en plus demandé par les clients. Là, nous sommes très fiers de pouvoir proposer cela de bout en bout. Nous le vivons aussi dans notre système de gestion. Nous sommes ici certifiés selon la norme de gestion environnementale ISO 14001", souligne Monsieur Kost.
Une gamme de produits complète
Le développement, l'usinage, le montage, le contrôle et le contrôle qualité sont réalisés chez AUMA sur le site de Coswig. "En ce qui concerne le matériel de transmission, nous sommes pour ainsi dire le centre de développement pour l'ensemble du groupe AUMA. Cela concerne la mécanique pour les réducteurs", explique le chef d'équipe du support technique. L'arbre à vis sans fin, la roue à vis sans fin et le carter sont les pièces qui sont fabriquées chez AUMA Drives. Ce sont les composants principaux et la compétence principale d'AUMA Drives.
Chez AUMA Drives, "Customized Solutions" est plus qu'un slogan. Il s'agit plutôt d'une promesse qui oriente toutes les étapes de développement. En effet, les "solutions personnalisées" exigent des processus clairement structurés lors de la construction et du développement de réducteurs et de systèmes d'entraînement, de la première esquisse de projet jusqu'au produit fini. L'objectif est un produit dont la performance et l'efficacité deviennent un avantage concurrentiel pour le client. Avec cette exigence, chaque projet de client passe par plusieurs étapes chez AUMA Drives, qui sont toutes réalisées sans exception en interne.
Les machines du groupe AUMA sont élaborées et acquises par une équipe de projet intergroupe. Dans le cas de la M40X-G, il s'agissait d'une équipe de projet composée du spécialiste d'Ostfildern, de la direction de la production ainsi que du chef d'équipe pour le tournage de Coswig, de l'achat central à l'usine AUMA Riester de Müllheim et de Monsieur Kost, responsable de projet pour Coswig. La collaboration avec Monsieur Pfeiffer, qui a joué un rôle essentiel dans la réussite du projet, a été déterminante dans l'ensemble du projet.
Usinage complet de grandes pièces
Le groupe AUMA est bien implanté à l'international, le marché asiatique représentante une part importante. Une usine de production s'y trouve, tout comme en Inde et aux États-Unis. En Chine, il y a même une usine de montage. Le marché des escaliers mécaniques y est particulièrement important. Actuellement, AUMA dispose de 32 machines à Coswig, dont une machine d'usinage complet, la M40X-G Millturn de WFL. Des centres d'usinage à 4 axes sont utilisés pour la fabrication des boîtiers. Les carters de boîtes de vitesses sont usinés sur ces machines.
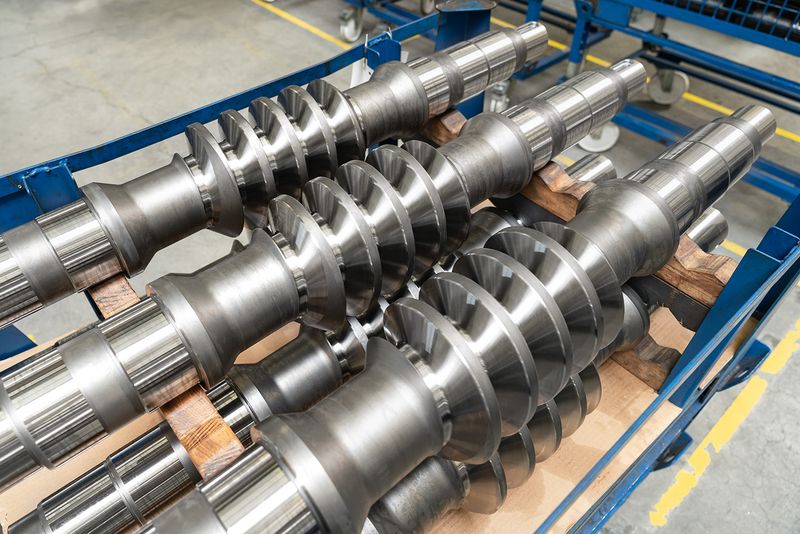
Pour l'arbre à vis sans fin, il y a une zone spécifique pour le tournage. Ici, nous nous sommes renforcés avec un centre de tournage-perçage-fraisage pour l'usinage complet. De grands arbres à vis sans fin sont fabriqués sur la machine WFL. Les engrenages à vis sans fin haute performance d'AUMA sont utilisés par exemple dans les centrales à béton.
Monsieur Kost donne un aperçu du processus d'usinage initial : « Avant, nous fabriquions cette pièce d'arbre en de très nombreuses étapes individuelles et nous perdions beaucoup de temps à la déplacer la pièce. Avec la nouvelle machine de WFL, l'arbre à vis sans fin est désormais entièrement pré-tourné en un seul serrage. La denture est pré-usinée, ce qui rend la pré-rectification de la denture inutile. L'arbre passe directement de la machine au traitement thermique et ensuite de nouveau dans la M40X-G pour finir la pièce. La rectification finale des engrenages après le traitement thermique est le dernier processus qui se fait encore sur une autre machine. Tous les autres processus ont lieu sur la WFL.
Monsieur Kost se réjouit des économies que cela a déjà permis de réaliser : "Nous avons économisé 50% sur le temps de préparation. Pour le temps d'usinage, c'est entre 15 et 20%, mais nous voyons encore plus de potentiel. Le temps de passage a été réduit de moitié. Nous avons encore le processus de trempe externe avec nous. Cela nous empêche parfois d'être flexibles. Mais avec le Tour-Fraiseur Multifonctions WFL, nous avons maintenant l'avantage, pour une commande en super-pièces, de pouvoir livrer dans des délais très courts".
Assurer la compétitivité de l’entreprise
La machine est spécialement conçue pour les arbres à vis sans fin. Il est toutefois déjà prévu d'usiner les douilles qui sont montées dans le réducteur. Celles-ci forment la sortie de l'engrenage. Chez AUMA, c'est le client qui détermine la forme de la sortie. "Nous pouvons par exemple monter un arbre, mais les alésages sont souvent définis par le client. Nous l'avons également déjà fait avec des dentures intérieures; dans ce cas, nous sommes très orientés vers le client", rapporte Monsieur Kost. En ce qui concerne l'éventail des pièces, il y a également de nombreux bénéfices dans le développement et la construction, selon Monsieur Kost : "Pour eux, c'est aussi un grand bénéfice, car ils peuvent intégrer dans leurs nouveaux développements des éléments qui n'étaient pas techniquement réalisables auparavant. Et tant que cela reste dans notre propre production, cela nous assure aussi une certaine compétitivité".
Chez AUMA Drives à Coswig, des lots allant de 1 à 24 pièces sont fabriqués sur le Tour-Fraiseur Multifonctions WFL. "En raison des petites tailles de lots, il était très important pour nous que la machine soit "facile à équiper". C'est pourquoi nous l'avons équipée d'un grand magasin d'outils, afin de pouvoir la préparer en un temps record, " explique Monsieur Kost. Pour AUMA Drives, il était important de disposer d'une machine appropriée pour la fabrication des arbres à vis sans fin et des douilles, ce qui a fait entrer en jeu la machine WFL.
Les capacités de l’usinage complet
Si l'on parle aujourd'hui d'automatisation, c'est en fait déjà le cas grâce à l'usinage complet. L'opérateur appuie sur START et nous obtenons à la fin une pièce complète et finie. Pour nous, c'était déjà de l’automatisation. Mais ce n'est pas seulement l'analyse professionnelle de la fabrication des pièces qui a impressionné. Nous avons été très enthousiasmés par les performances, c'est-à-dire par ce que la machine offre en termes d'enlèvement de copeaux. Et le fait que l'on ne doive pas faire de concessions en matière de précision. C'est pour nous un grand avantage concurrentiel.
Mesurer directement dans la machine
La technique de mesure sur la machine WFL apporte quelques avantages, surtout pour le temps de passage. Monsieur Kost y voit un grand avantage : "La réalisation de la denture sur l'arbre a été faite à l'aide d'un cycle spécial développé pour nous. En effet, lors de la programmation, il fallait toujours dessiner la dent et ensuite la simuler en conséquence dans le programme. WFL a développé pour nous un cycle de programmation spécifique qui nous permet aujourd'hui de programmer la denture en FAO et de la modifier directement sur la machine. On entre les données de la denture et on peut ensuite fraiser ou tourner. Le processus fonctionne sans problème. C'était une excellente collaboration. Nous pouvons aussi mesurer la denture avec un palpeur et finir l'usinage". Pour ce faire, AUMA Drives utilise la technique de mesure de la machine. La concentricité de l'arbre est également mesurée sur la machine, sans faire tourner l'arbre. "C'est vraiment génial, car la pièce peut tourner complètement dans la machine", souligne Monsieur Kost.
Toutes les données sont accessibles en un coup d'œil
Le logiciel de simulation 3D CrashGuard Studio, propriété de WFL, est utilisé chez AUMA pour la simulation. CrashGuard (système breveté d'évitement des collisions) est utilisé pour la protection contre les collisions sur la machine. Chez AUMA, la programmation se fait avec TopSolid, car le programme est utilisé depuis longtemps et les collaborateurs y sont bien formés. Néanmoins, en raison de la petite taille des lots, on veut trouver un moyen de simplifier le processus, de sorte que les spécialistes puissent réagir à certains processus sur la machine.
Monsieur Kost explique la problématique : "Quand on a un système de FAO externe, c'est toujours difficile parce que l'opérateur sur la machine ne peut guère apporter de modifications au programme. C'est pourquoi nous voulons trouver une solution pour que l'opérateur puisse programmer lui-même sur la commande".
Pour la numérisation, AUMA utilise les outils les plus divers. Par exemple, la consommation d'énergie des machines est suivie. Interrogé sur les projets futurs, Monsieur Kost a déjà des idées en tête : "En ce qui concerne la programmation et la simulation, nous voulons définitivement nous développer. Cela nous permet d'économiser du temps de rodage. La machine doit être utilisée de manière efficace. De plus, grâce à la nouvelle M40X-G, trois machines seront à l'avenir supprimées de la production à Coswig. La place augmente pour les machines qui viennent avec l'automatisation. Et on a toujours besoin de place. De plus, nous comptons sur la croissance. Je peux facilement imaginer que nous travaillerons davantage avec des machines d'usinage complet et que nous éliminerons les machines spéciales. C'est déjà un gain de temps considérable. Pour nous, il est surtout important d'avoir un partenaire fiable et nous le reconnaissons sans aucun doute chez WFL".