精加工领域的生产应用







老牌齿轮加工行业翘楚Kapp Niles公司成立至今已有120余年。自公司成立之日起,便始终专注于齿轮精加工机床的研发,并在该领域积累了海量的专业知识。1953年,Bernhard Kapp创立了“Kapp & Co.” 公司,至1997年,与Kapp Niles公司重组后成立了Kapp Niles集团。早在1980年,Kapp Niles公司的产品范围就已延展至磨削刀具生产,2017年以来,Kapp Niles公司开始生产自己的齿轮测量设备。公司很快将由卡帕家族第三代成员Michael和Matthia管理。目前Kapp Niles公司在全球拥有9个生产基地,集团员工达千人。
国际影响力
Kapp Niles的典型产品主要应用见于汽车和航空工业。大型磨床主要应用于采矿、风电和铁路等领域,主要市场在欧洲和亚洲。采矿、风能和铁路等行业。欧、亚两洲则是主要市场。公司主要产品有展成磨床、仿形磨床、测量机以及修磨刀具。这些可用于磨削直径为8 - 8,000mm、长度2,200mm的工件。加工高精度航空零件和螺杆转子的专用机床代表了另一个市场应用领域。正是这些细节让Kapp Niles从磨床市场中脱颖而出,成为了该公司独特的卖点。
Kapp Niles公司介绍
“最高的加工精度和最佳的表面加工质量是Kapp Niles的关注重点,也是我们对机床的最重要要求。”集团生产总监Michael Kapp表示。加工强度是齿轮齿加工中非常重要的关键点。工件硬化处理后,就可以在Kapp Niles磨齿机进行磨削。加工稳定性是另一个关键需求。Kapp Niles是一家系统供应商,不仅提供磨床,还提供相应的工具、技术和测量机,以此为客户提供真正极具附加值的全面服务。
Kapp Niles公司非常重视客户售后服务工作:全方位为客户利益着想,无论是从机床大修到维修乃至常规服务等方方面面。Kapp Niles的座右铭是:第一台机床通过销售来销售,第二台机床通过服务来销售。数据化理念的重要性不断攀升,具有用户友好性的控制界面(KN系列磨床)已加入到新一代磨床大家庭中。它能够与其他机床互联互通,并与坐标测量机形成闭环连接,从而直接修正指令。
公司在科伯格工厂约有450名员工工作。其中60余名员工两班制工作。2014年,科伯格工厂的部分生产力转移到一座新建的大型厂房,并在那里安装了两台MILLTURN车铣复合加工中心。需要更明确指出的是,这两台M40-G车铣复合加工中心,加工长度达2,200毫米。
复合加工能力的提升
对Kapp Niles来说,复合加工概念并不新鲜。据Cubic加工负责人Sascha Forkel介绍,这一概念在15年前被引入,之后对整个行业都产生了深远的影响。那时候,复合加工的优势就已显而易见,这也是为什么如今Kapp Niles毫不犹豫的采购了两台车铣复合加工中心,Kapp Niles公司所积累的行业经验最终对这一投资起到了关键作用。找寻一台带有刀塔的双主轴车铣复合加工中心。基于市场分析和对潜在供应商的仔细研究,公司最终选择了WFL车铣复合加工中心。 “从质量方面出发,我们选择了印象最好的WFL车铣复合加工中心,”Kapp Niles的生产总监Michael Kapp如是说。
曾经Kapp Niles使用的机床对于一些加工任务已经力不从心了。自从拥有了WFL车铣复合加工中心之后,加工刀具的全部性能充分发挥,完全展现出全部的加工潜能。机床目前也在硬车削方面达到了理想的质量要求。
稳定性、高质量、可靠性
“我们在采购机床时,主要考虑的是提高生产率、稳定性、精确性、可靠性和实用性。我们的设想是这些机床要长期服务于我们的生产加工任务,至少可以使用10年以上。”Sascha Forkel谈到,WFL车铣复合加工中心的斜床身的设计理念和复合滑板结构能够确保机床的长期的使用稳定性和加工精度。市场上独一无二的机械式车镗铣单元,它拥有无与伦比的性能和最小的干涉轮廓。这种结构允许使用较短的刀具,从而达到最高精度切削。
另一个促使我们最终采购这些机床的原因是使用寿命,我们收集到了很多关于WFL车铣复合加工中心的信息。“与其他复合加工中心相比,WFL车铣复合加工中心的使用寿命更长,这也最终促成了我们采购的原因,”Sascha Forkel继续道。
这两台车铣现在被用于为Kapp Niles磨床生产各种各样的元件,如主轴、刀体、轴承罩和其他的关键零部件。以前用的机床不能实现硬车加工以达到精度要求,然而WFL新机床实现了这点,且加工结果可靠稳定。“加工和刀具方面,WFL机床仍有巨大的潜力,”Michael Kapp补充到。
从商业和技术方面,以及软件方面,贯穿整个采购过程,都是由一名WFL项目经理负责协调。这意味着所有可能遇到的问题都可以迅速得到解决,这点让Sascha Forkel非常高兴。
“WFL车铣复合加工中心是Kapp Niles新厂房里最早到货的自动化设备。这些机床将在不久的将来可以被更充分利用,从我们各处收集到的现有信息来看,我们对于WFL车铣复合加工中心的良好运行充满信心。”Sascha Forkel最后总结到。
严格的效率要求
两台M40-G车铣复合加工中心被用于为Kapp Niles磨床生产各种关键零部件,包括法兰和轴类零件,尤其是那些对称回转体零件,“磨床上的很多关键零部件都是在车铣复合中心进行加工的,”Michael Kapp说。车铣复合加工中心的使用不但优化了加工时间,还因此使得加工能力更强大也更稳定。所有的编程目前正在重写中并会转移到车铣复合加工中心。公司希望未来在生产效率方面,可以取得更明显的进步。
在Kapp Niles公司,程序是通过CAD (Siemens NX)外部创建。程序转移到机床之前,需要记录和模拟所有工艺顺序。目前有两名员工负责对两台车铣复合加工中心所需加工的工件进行编程,并计算新的夹紧方式,从而推动高效加工。
着眼于细节
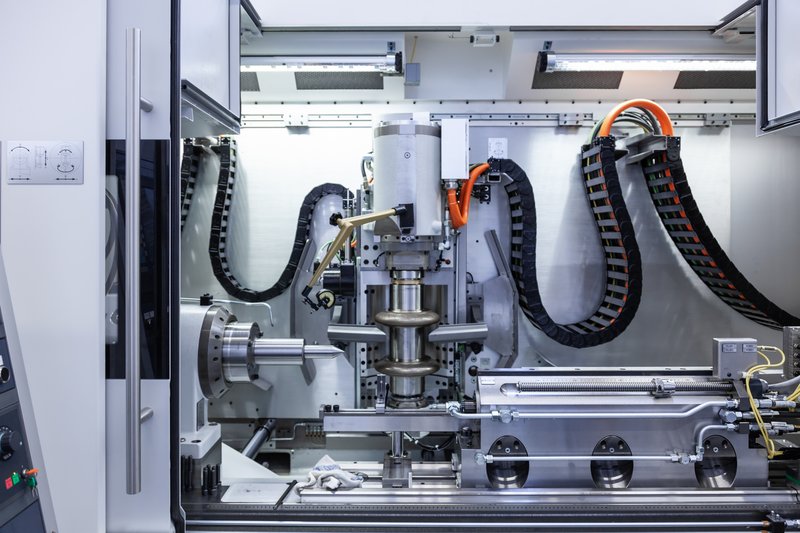
两台M40-G车铣复合加工中心的长度和直径加工范围全面覆盖。“可加工的工件尺寸从咖啡杯大小到最大的直径520mm,”Sascha Forkel解释说。机床的核心是带X、Y和B轴的车镗铣单元,其输出功率和扭矩达33kW和214Nm,输出33千瓦和高达214Nm的扭矩。“每分钟12,000转的铣削主轴的设计使得非常小的刀具得到有效利用并且满足了Kapp Niles的所有要求。”WFL的区域销售经理Bruno Reisbeck特别强调到。左侧车削主轴是专门为极难的加工任务而设计的,输出功率为54kW,扭矩为2000Nm,在车削过程中确保了生产率。右侧车削主轴配备了高动态集成主轴电机,最大输出功率33 kW,扭矩550 Nm。为了确保能够加工非常坚硬和难以加工的材料、必要的加工性能、刀具寿命和加工过程稳定性,机床特别配置150巴冷却泵。这些保证了良好的断屑和最佳的切削冷却以及更长久的刀具使用寿命。在下滑板位置,配置了一个可以稳定运行的配有动力刀的2x12盘式刀塔。上下刀具系统可以在两个主轴或一个主轴上同时工作。生产中一个决定性因素是过刀塔的最大旋径达到350 mm,实现了可以将非常大的零件自动的交换到副主轴上,能够使大型零件自动转移到副轴上。由于加工用途广泛和机床选项,让M40双主轴的车铣复合加工中心的前景明朗,最终成为正确的选择。
数据化应用
当今数据记正成为一个越来越重要的课题。数据互联是必不可少的:由于生成大量的加工数据以及关于机床状态的可用数据,WFL已经提前预判,为未来做好了完美的准备。iControl过程监控保证了加工过程极为可靠,对于未来自动化解决方案是一个重要先决条件。
WFL也提供了内部研发的一个适用范围广泛的自动化解决方案。由此,为今后的成功奠定了基础。
Kapp Niles大事记
|