WFL 循环
每个机加工作业的适用循环
标准循环
车, 钻 和铣削
WFL循环大大简化了编程,是实现预期生产结果的直接途径。广泛的技术解决方案满足了所有加工要求.
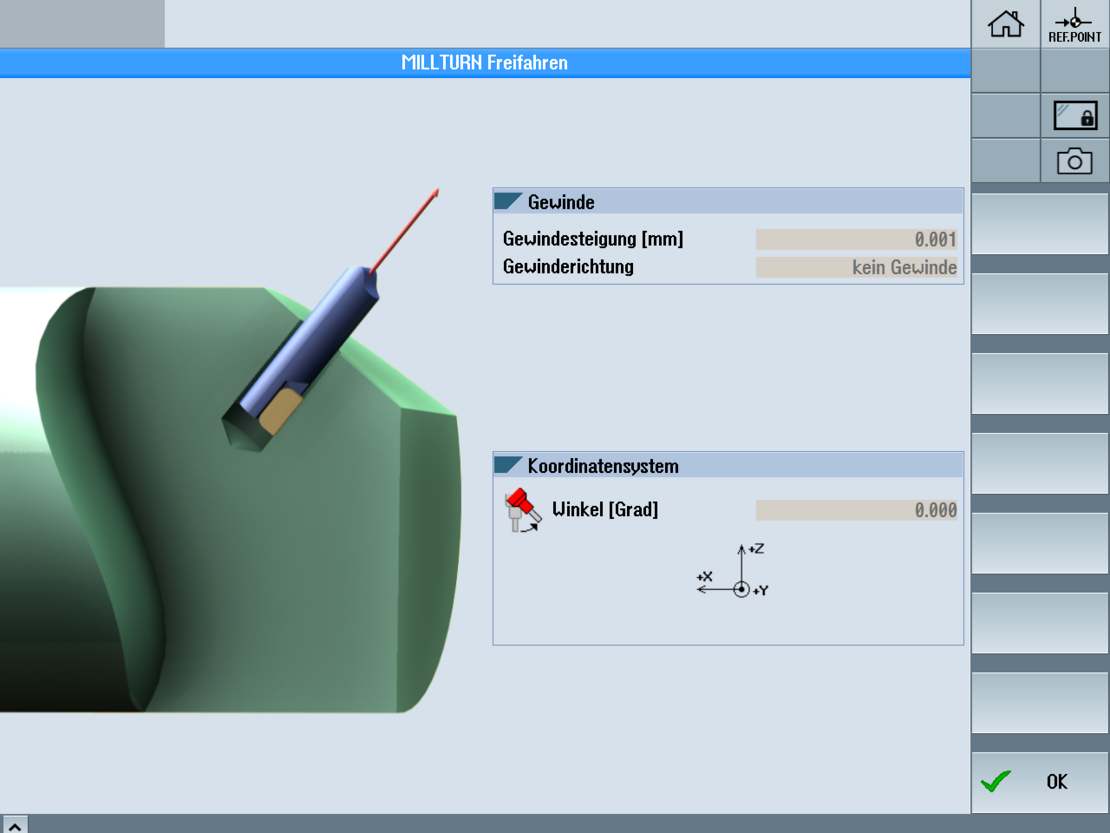
- 螺纹加工
- 槽加工
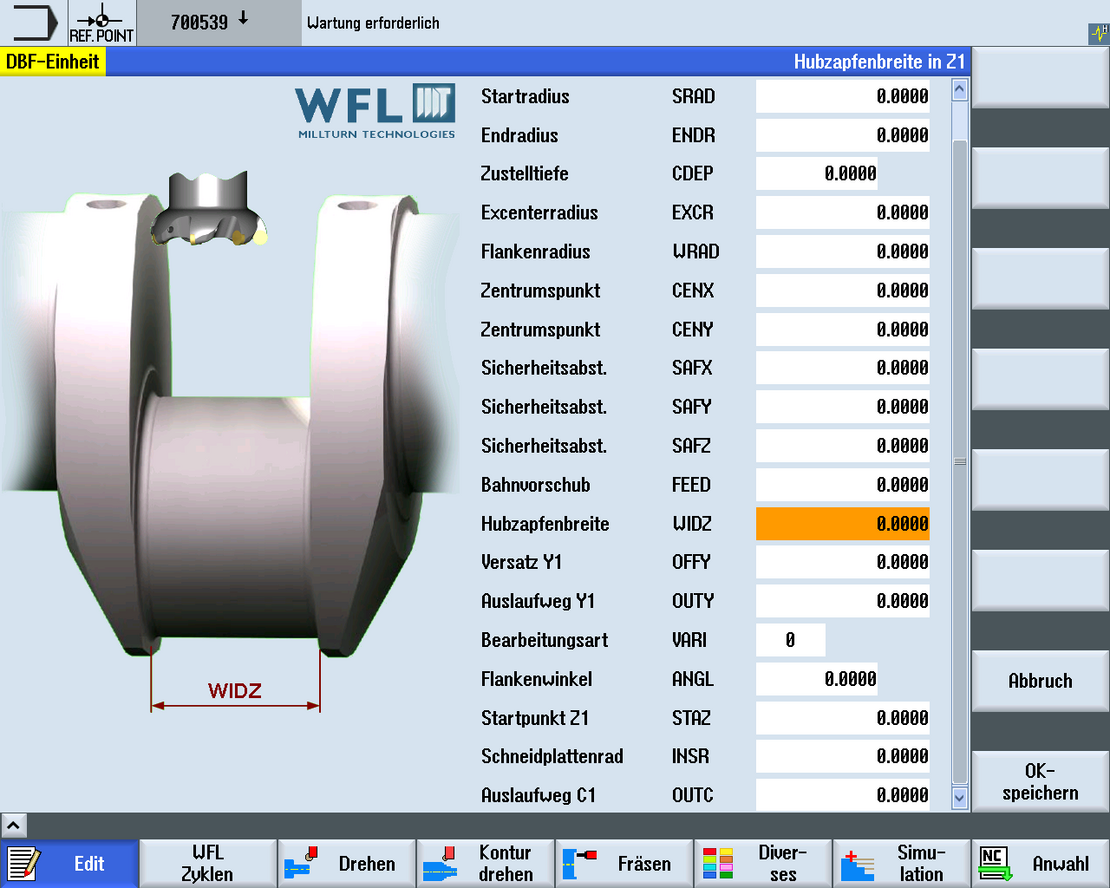
- 越程槽加工
- 带轮廓保护加工
- 螺纹退刀槽
- 螺纹切削
- 螺纹链
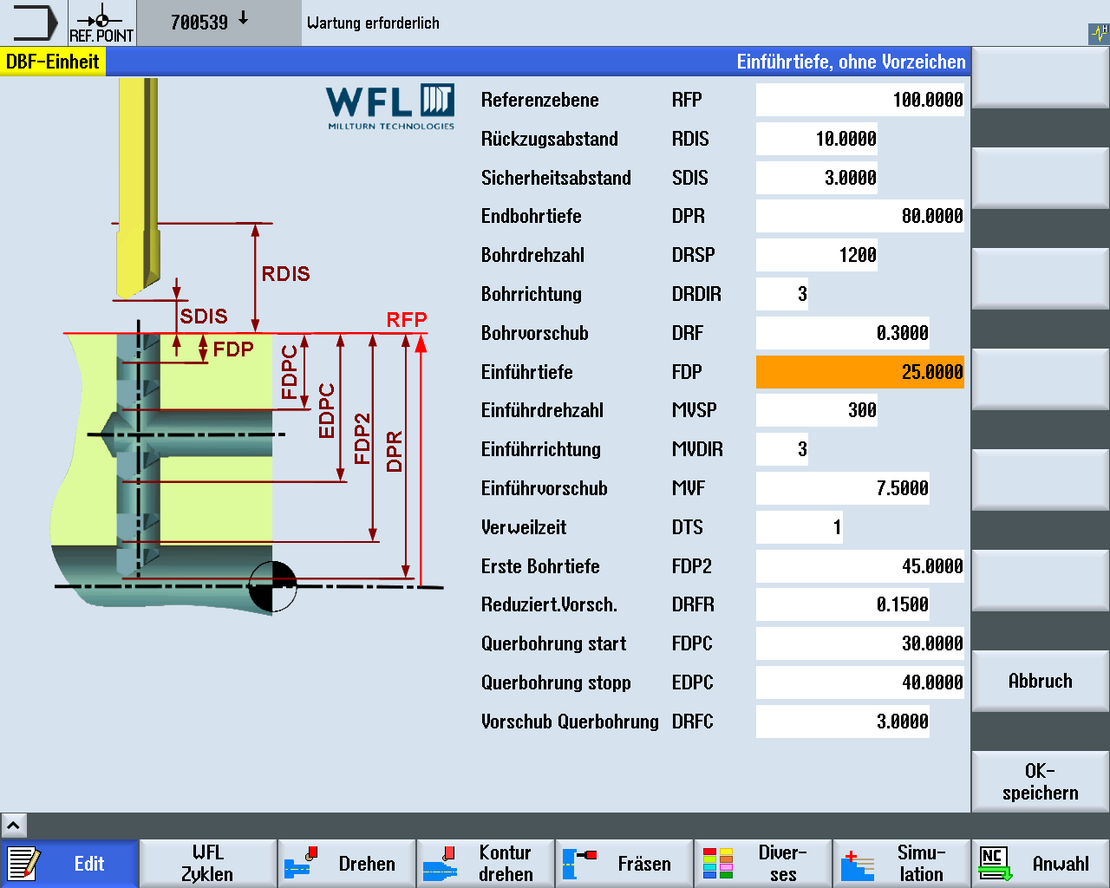
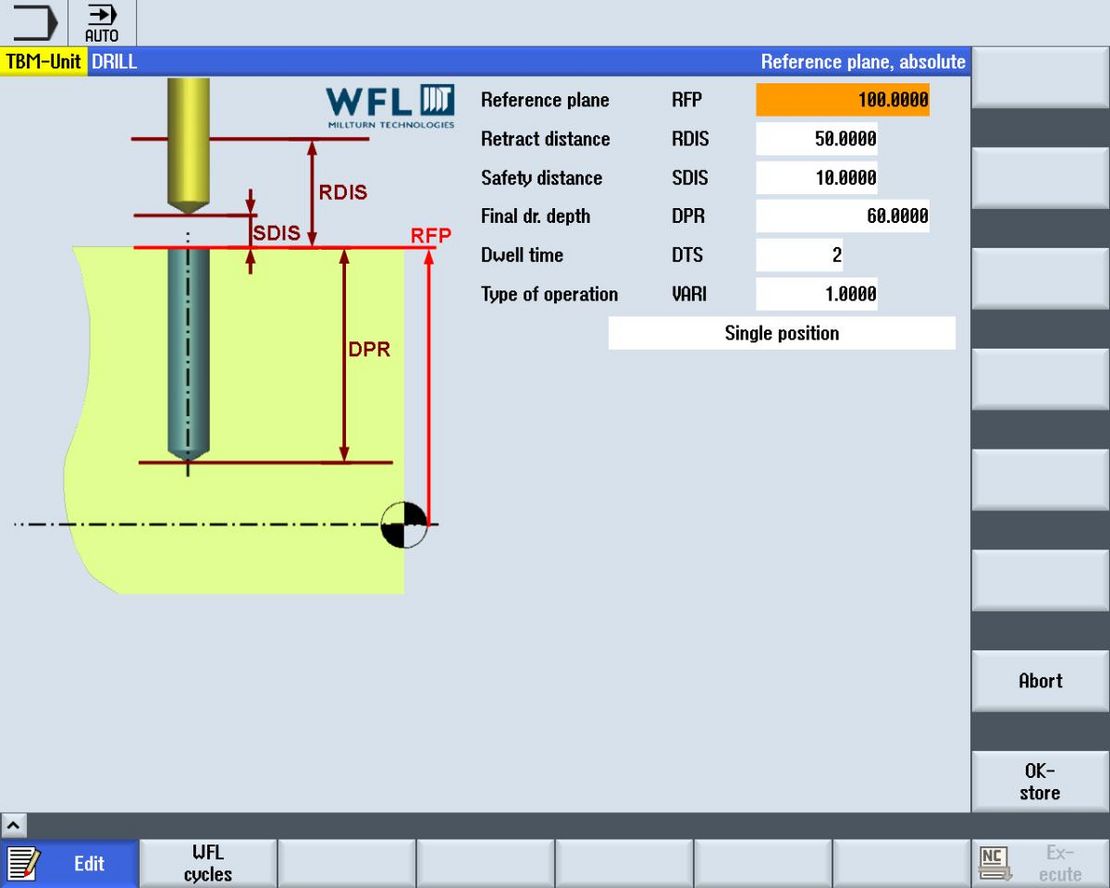
- 钻, 磨和带停顿切削
- 断屑钻
- 深孔钻
- 刚性或柔性攻丝
- 镗孔
- 枪钻
- 变进给钻削
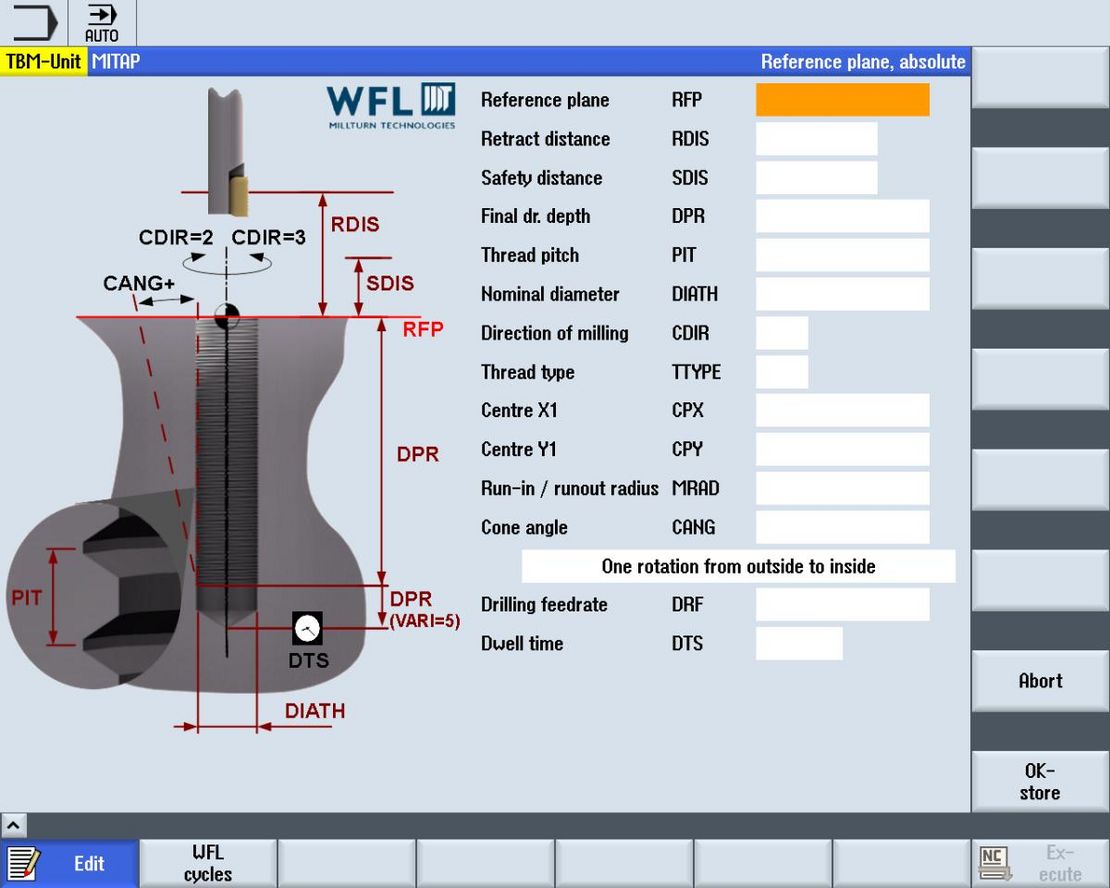
- 直/锥螺纹铣削
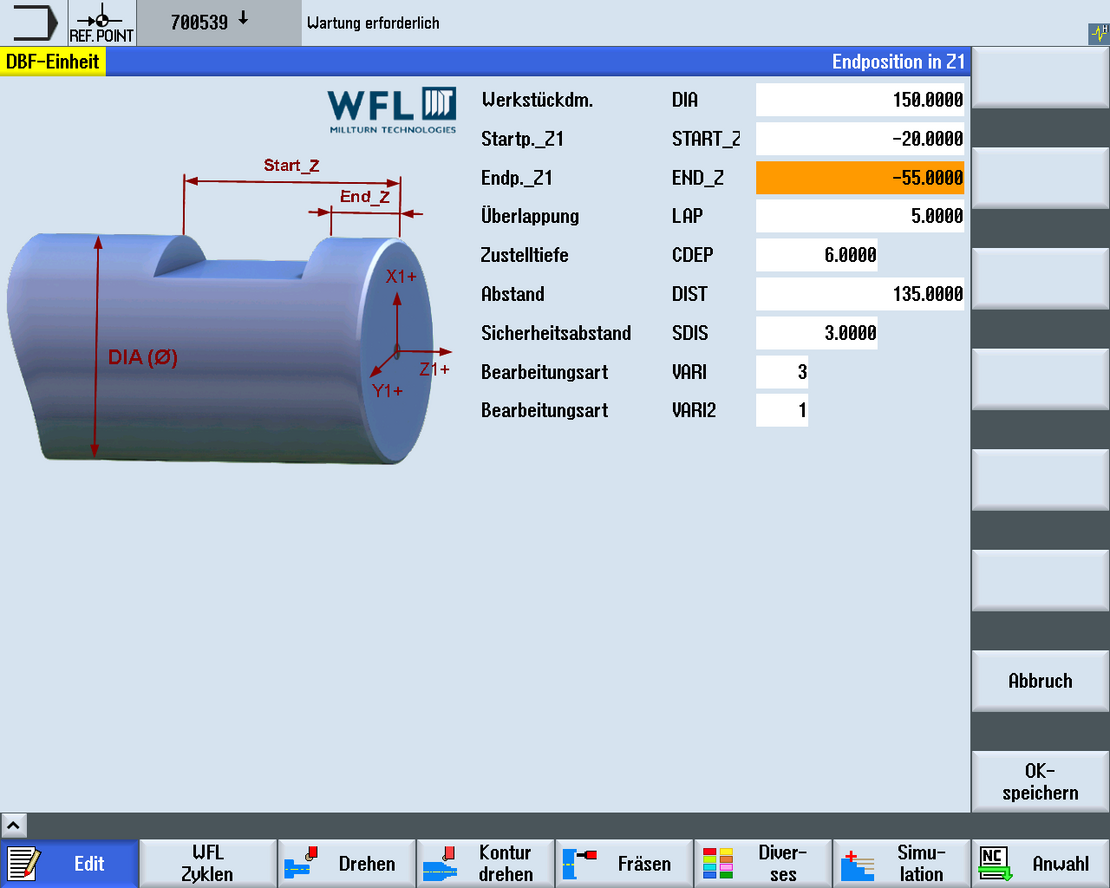
- 圆柱件上面铣
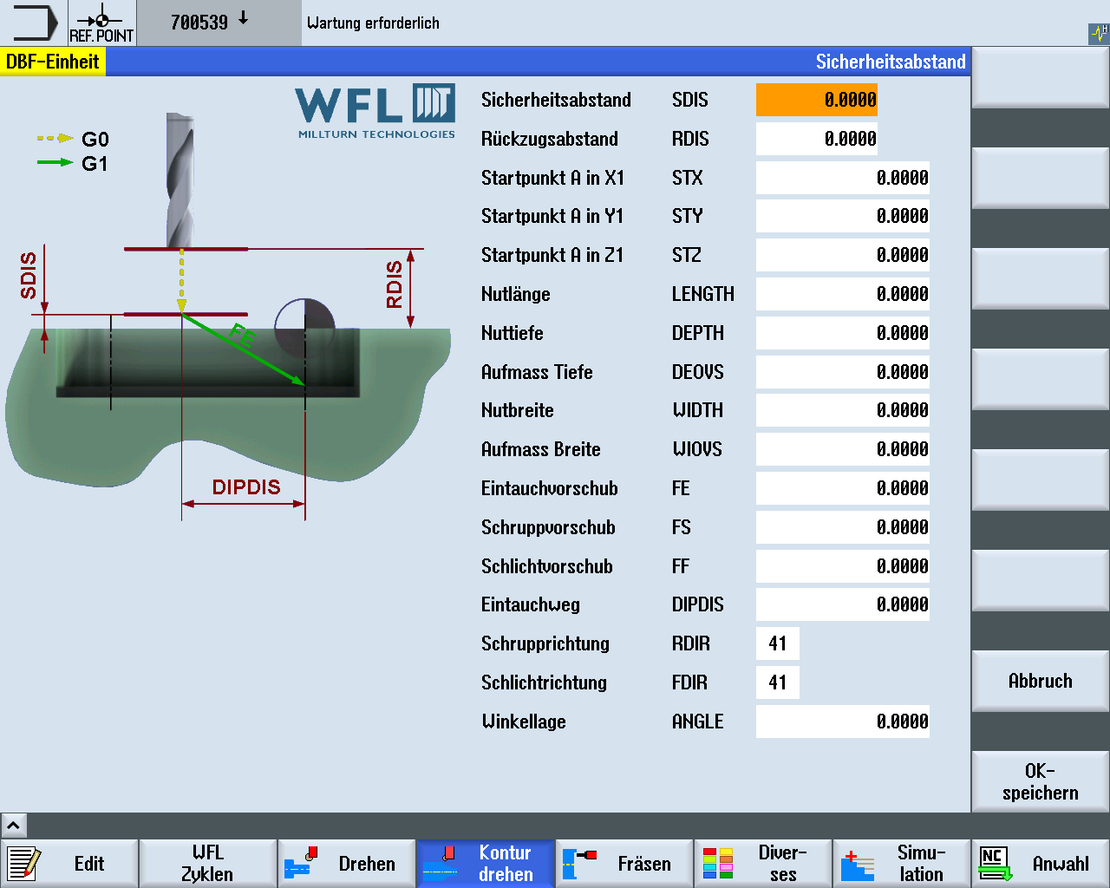
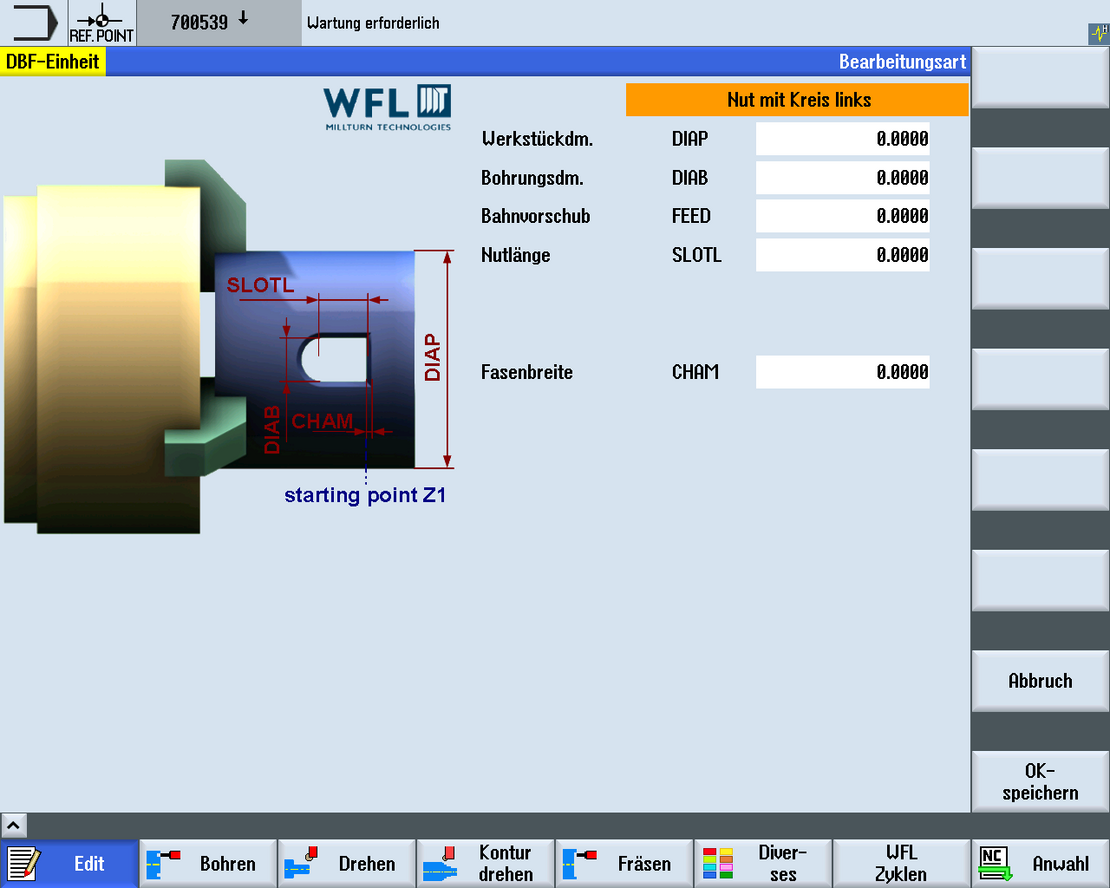
- 键槽铣削
- 车铣加工
- 面铣
- 轮廓铣削
- 矩形柱铣削
- 圆柱铣削
- 矩形钱铣削
- 圆形腔铣削
加工与进给
用于曲轴加工、使用进给刀具的复杂多轴加工或使用磨削的工件精加工的循环包清楚地表明,基于需求的循环配置可以快速有效地处理特定行业的要求。
Cranx –曲轴分析器
- Cranx-Basic (基础曲轴循环包)
- Cranx-Advanced (扩展曲轴循环包)
- Cranx-Plus (完整曲轴循环包)
Utronix – 虚拟U轴
- Utronix (虚拟U轴)
其他循环选项:
- 非旋转变径刀具功能包 (葫芦镗)
- 非旋转变径刀具功能包 (U轴刀具)
- 5轴加工包和B轴摆动车削
- VAM 螺纹车削
- 工件刻字
- 通过3轴插补(中心孔)去毛刺
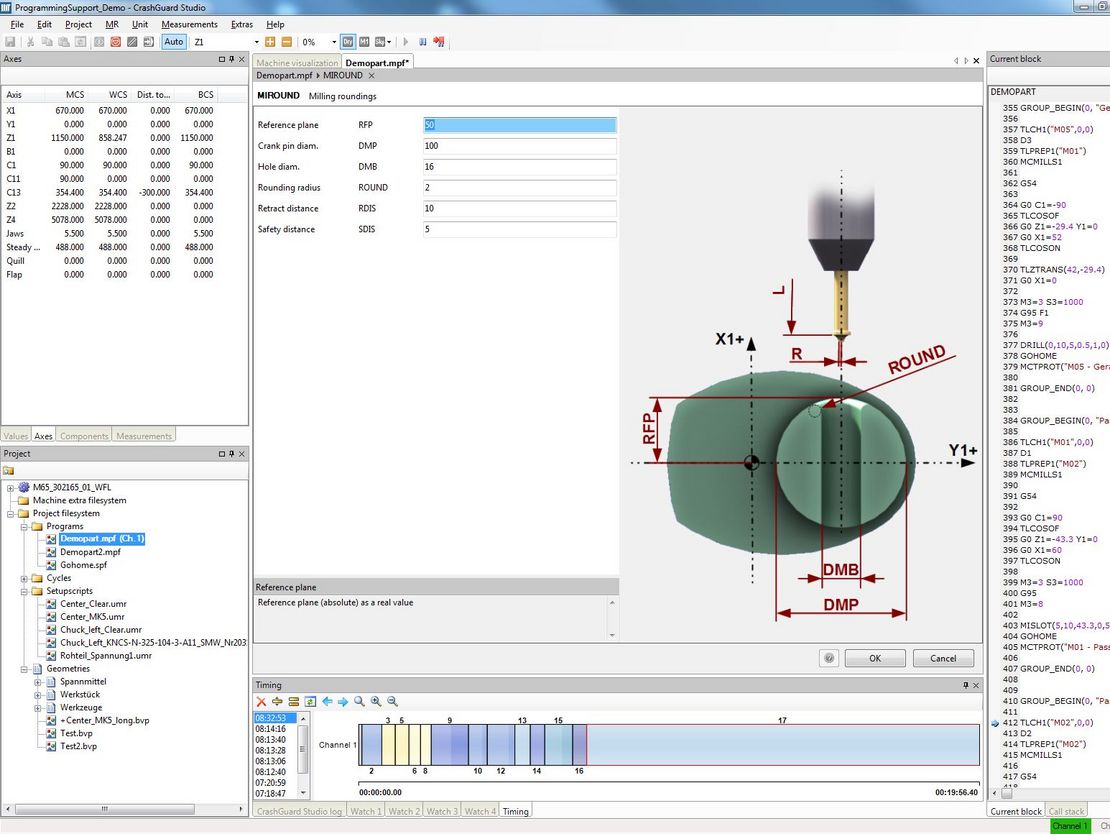
- 中心孔圆角(球刀3轴加工)
- 用于圆(斜)油孔的功能包
- 磨削功能包
- 90°圆孔(5轴-成型铣刀)
- 凸轮铣削
- 活塞的车铣加工
- 压力缸车铣加工
- 辊辊加工
- 传动圆筒槽铣削
- 样条插补
- 3D刀具半径补偿
- 数据矩阵代码
齿轮切削
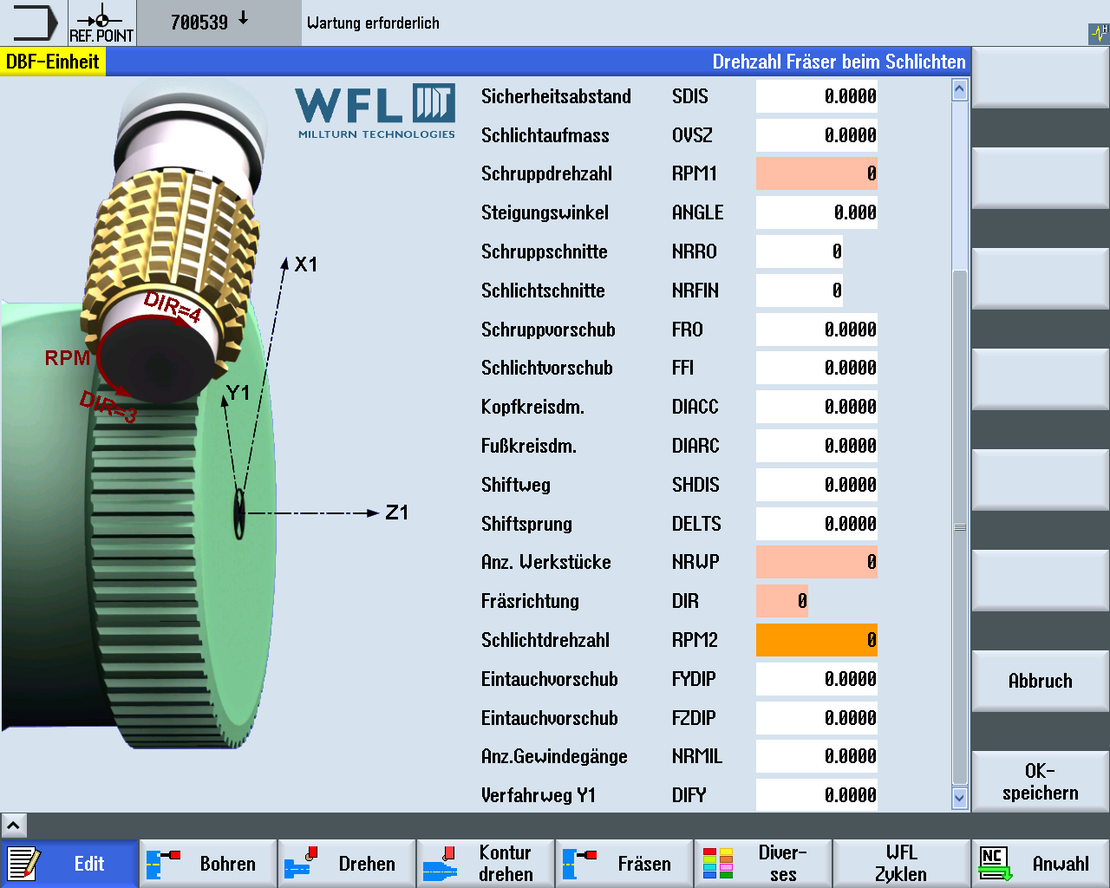
从精度要求高的内齿轮精加工到要求高加工效率的大型外齿轮粗加工- WFL为各种类型的齿轮加工提供合适的解决技术方案
- Flanx-Hob (外齿轮滚齿加工)
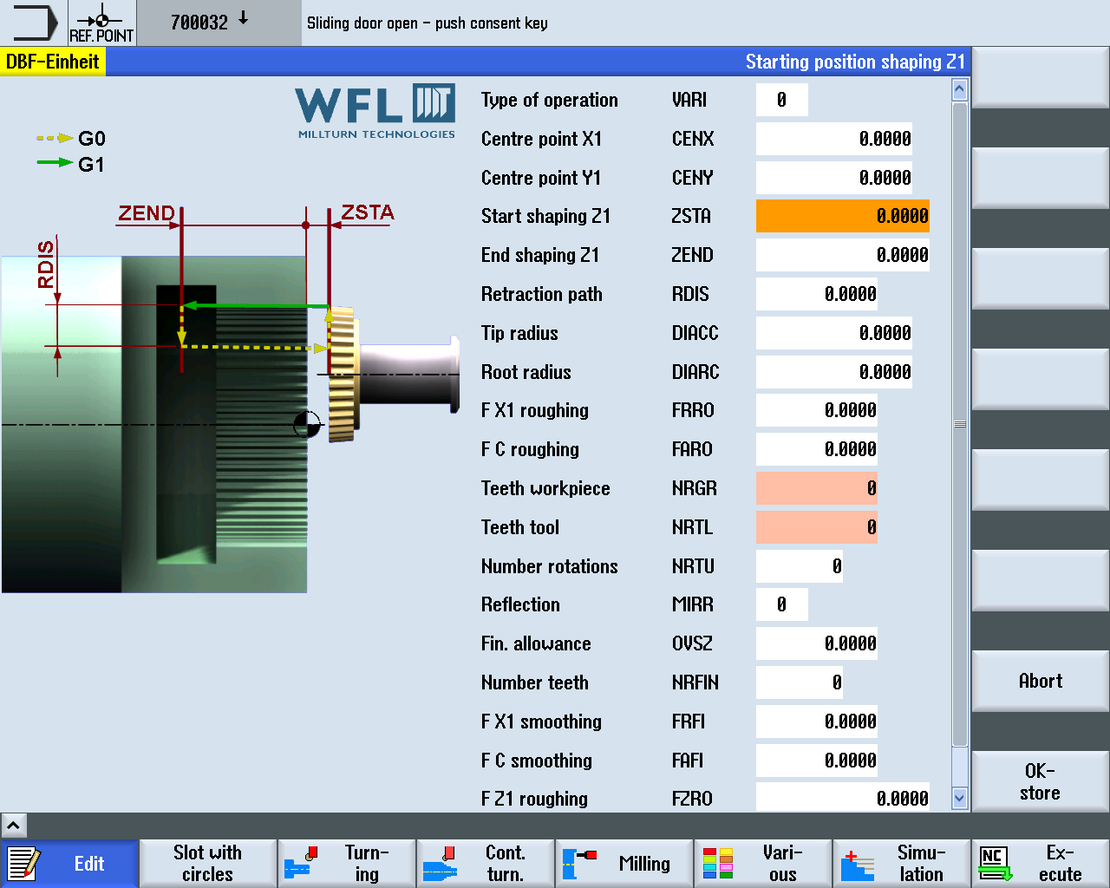
- Flanx-Spline (f内外齿轮插齿加工)
- Flanx-Plus (Flanx-Hob和Flanx-Spline 循环包)
- Flanx-LM (标准铣刀的大齿轮铣削加工)
- Flanx-Invo (外齿轮铣削加工)

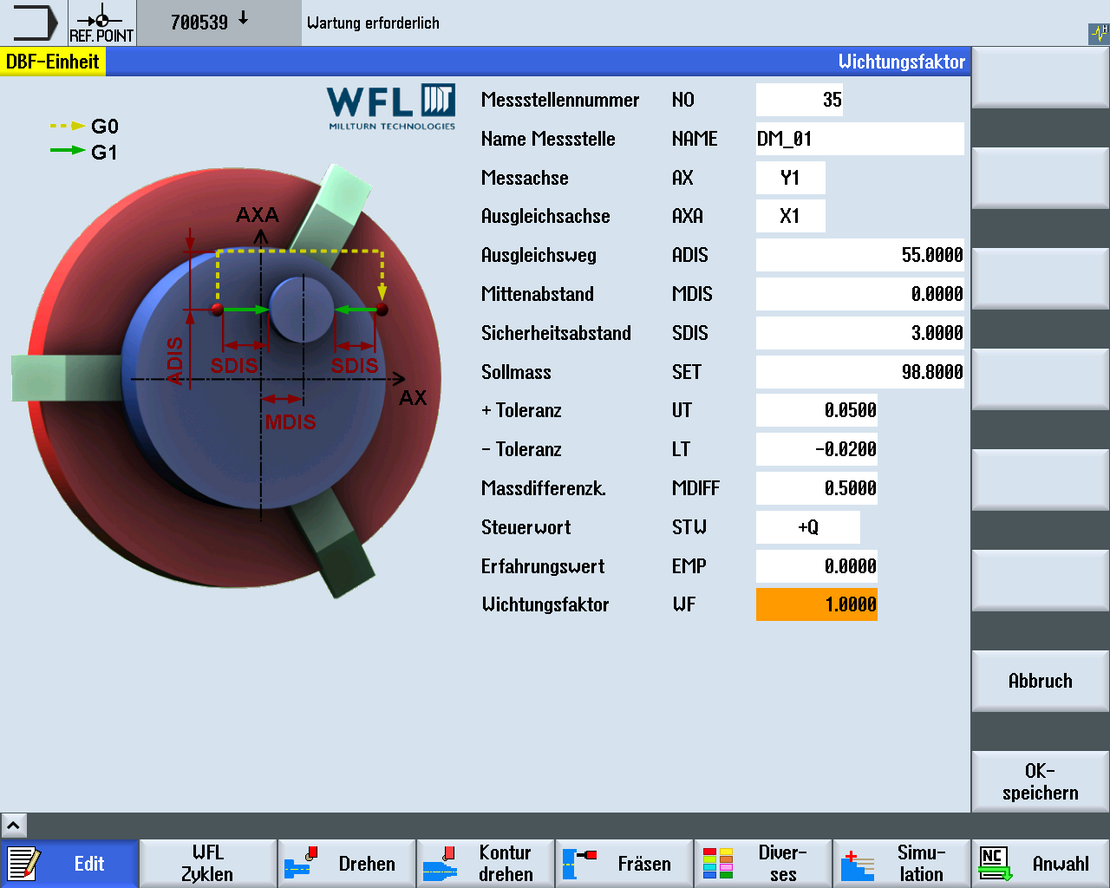
测量
线性直接测量系统和无反摩擦力导轨将MILLTURN转变为3D测量机。WFL为用户提供全面的模块化测量软件和经过验证的智能测量策略专业知识,将可能导致误差的很多因素在一开始就排除成为可能。
标准测量循环包
- 任意轴测量
- 2点测量
- 测量补偿点存储和零点偏移
- 测头校正
扩展测量循环包
- 铣头上沿Z1轴平行测量
- 超声波壁厚测量
- 从手持式测量设备无线测量数据传输
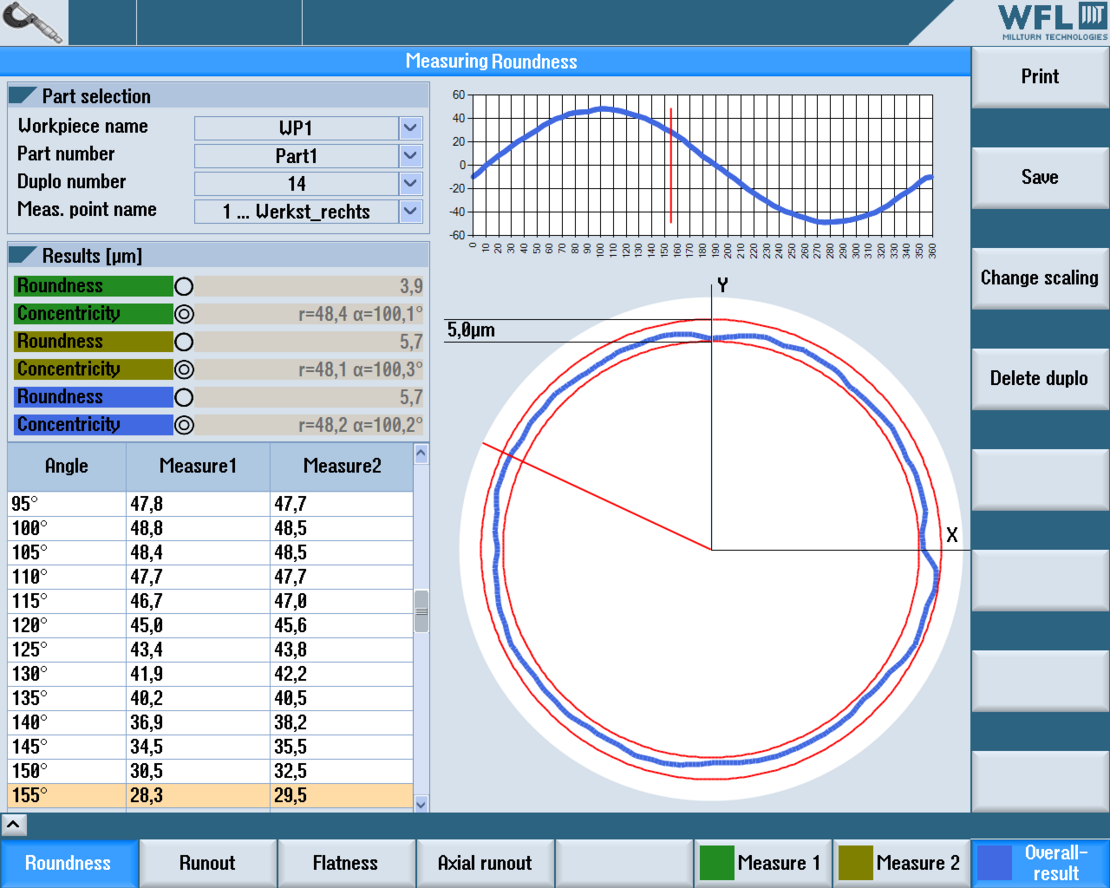
- 圆度和同轴度测量功能包
- 测量数据硬盘存储
- 接触式刀具增量补偿
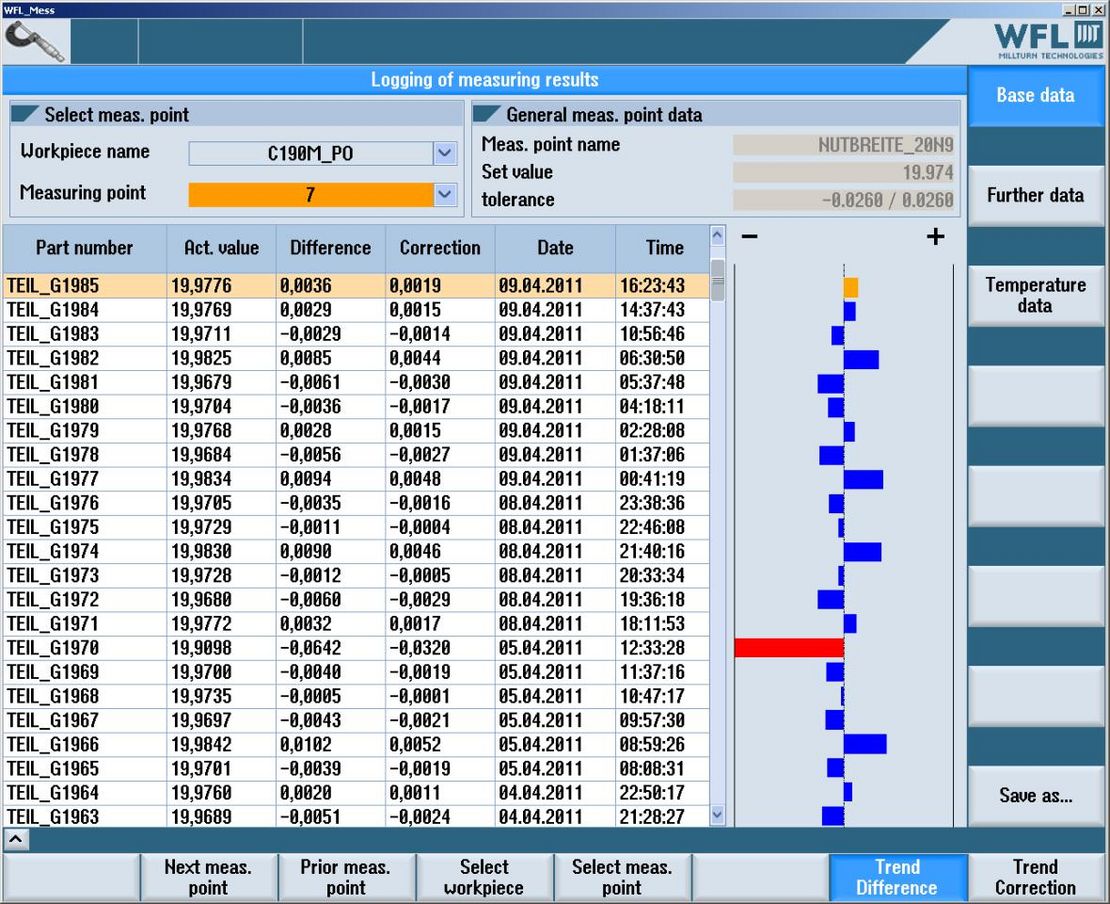
测量数据记录
扫描
- 粗糙度,跳动,平面度和轴向跳动
- 表面测量

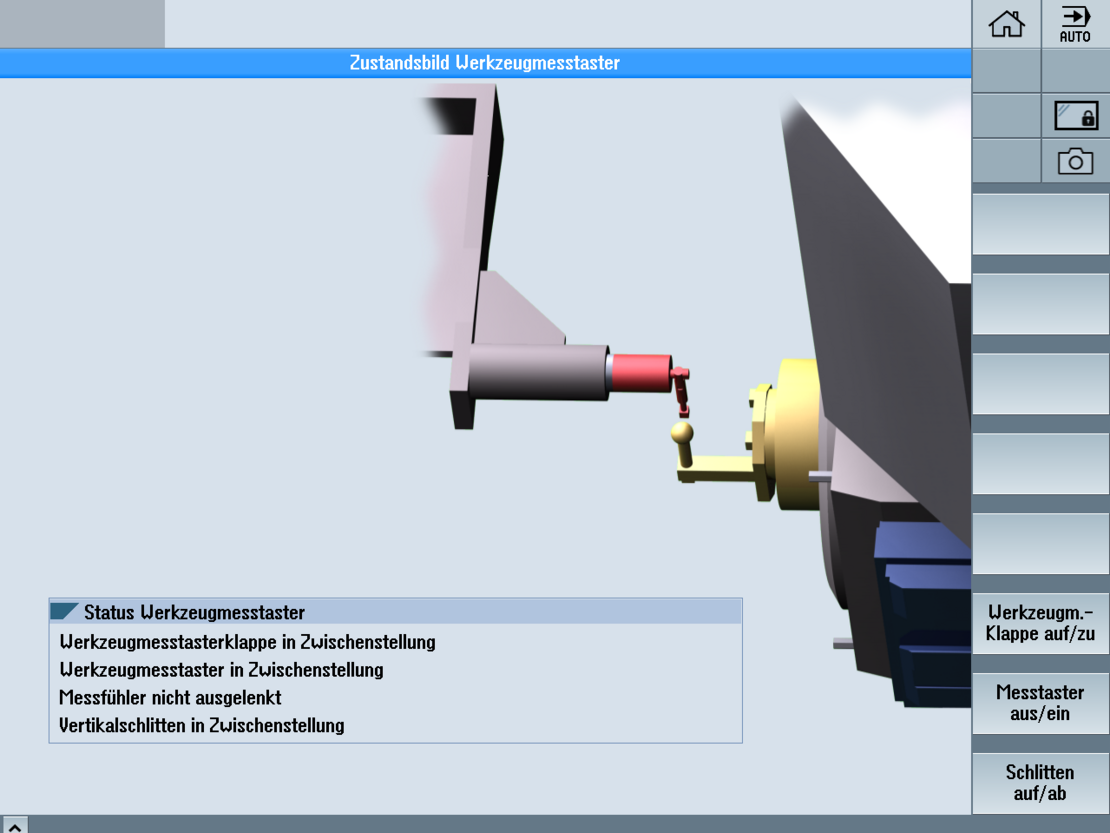
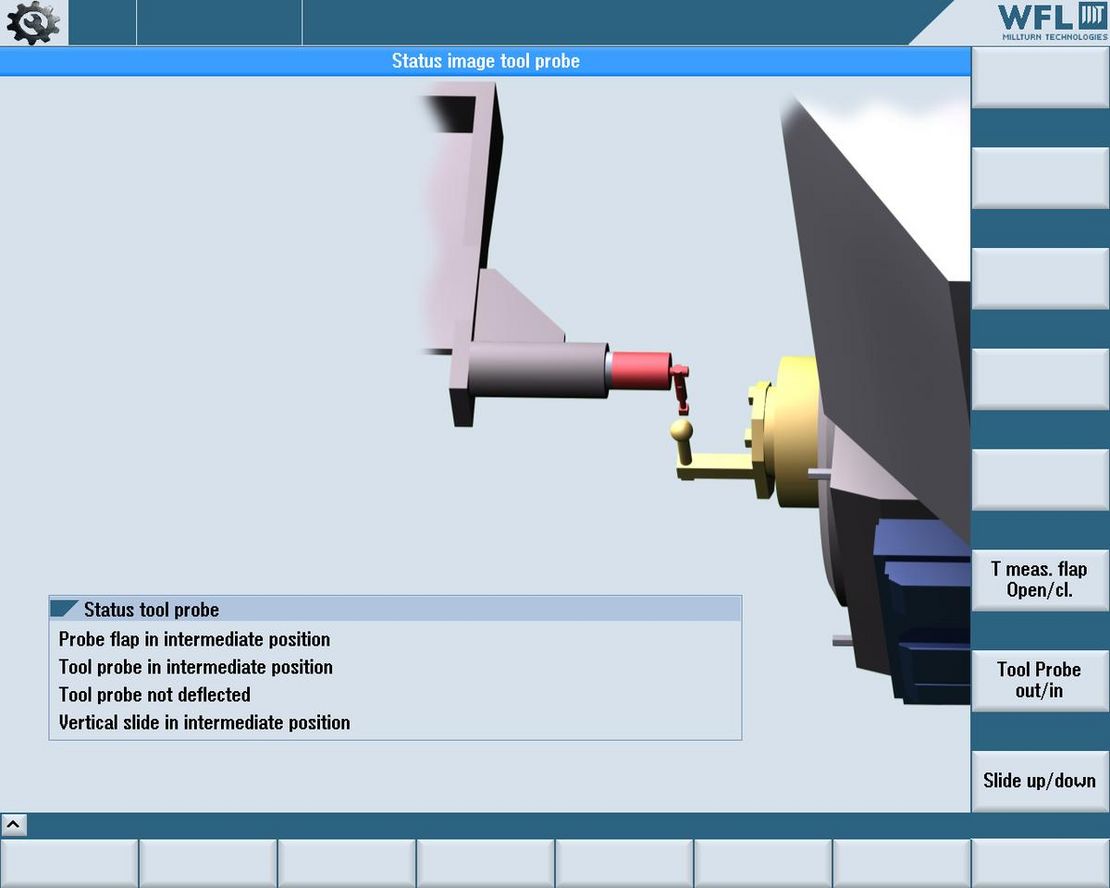
刀具控制
车, 钻 和铣削刀具 可以通过刀具控制循环测量.
- 刀具测头校正
- 自动刀具测量
- 切削刃圆弧半径测量
- 刀具手动测量


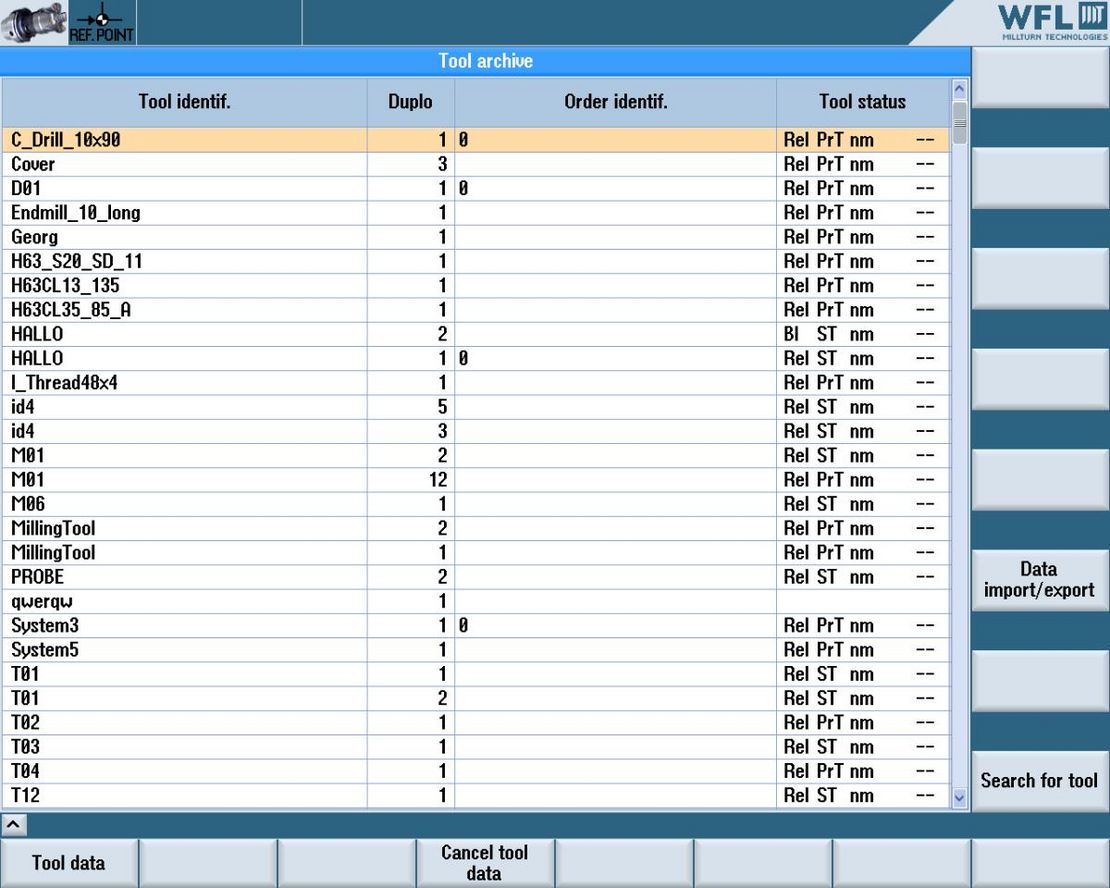
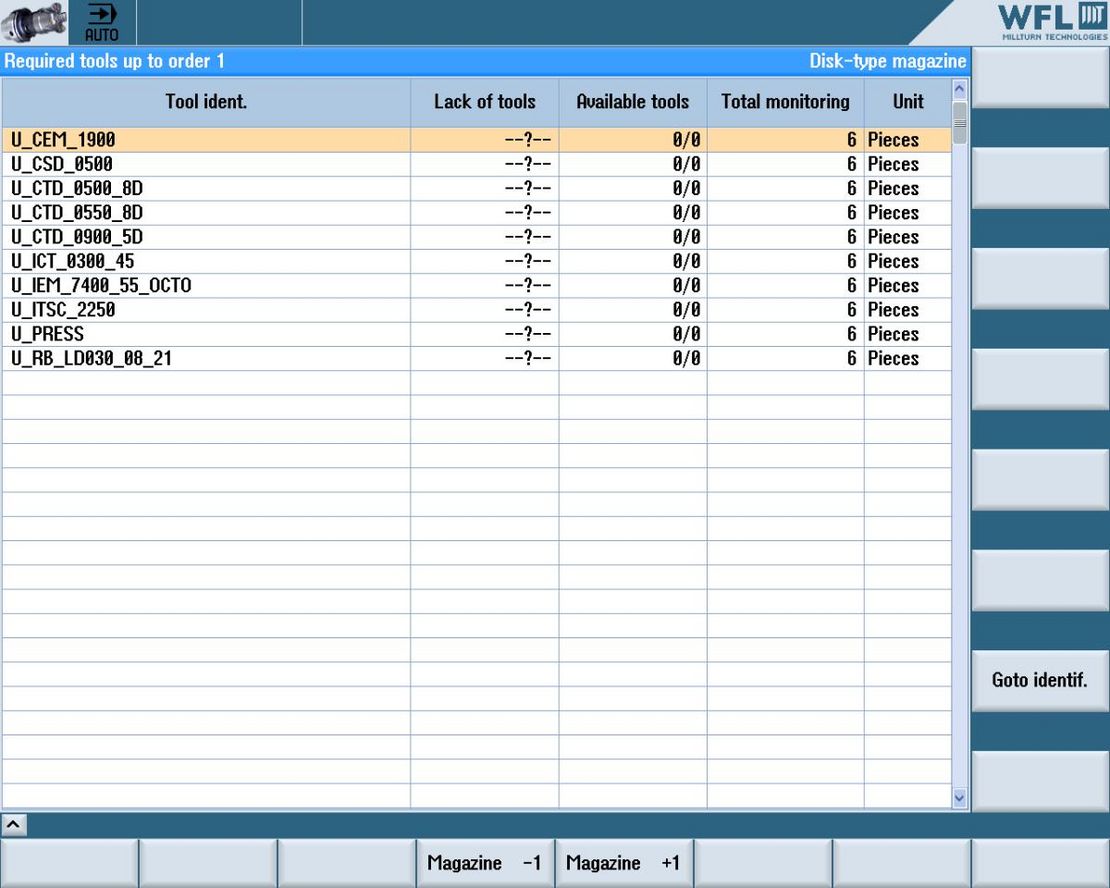
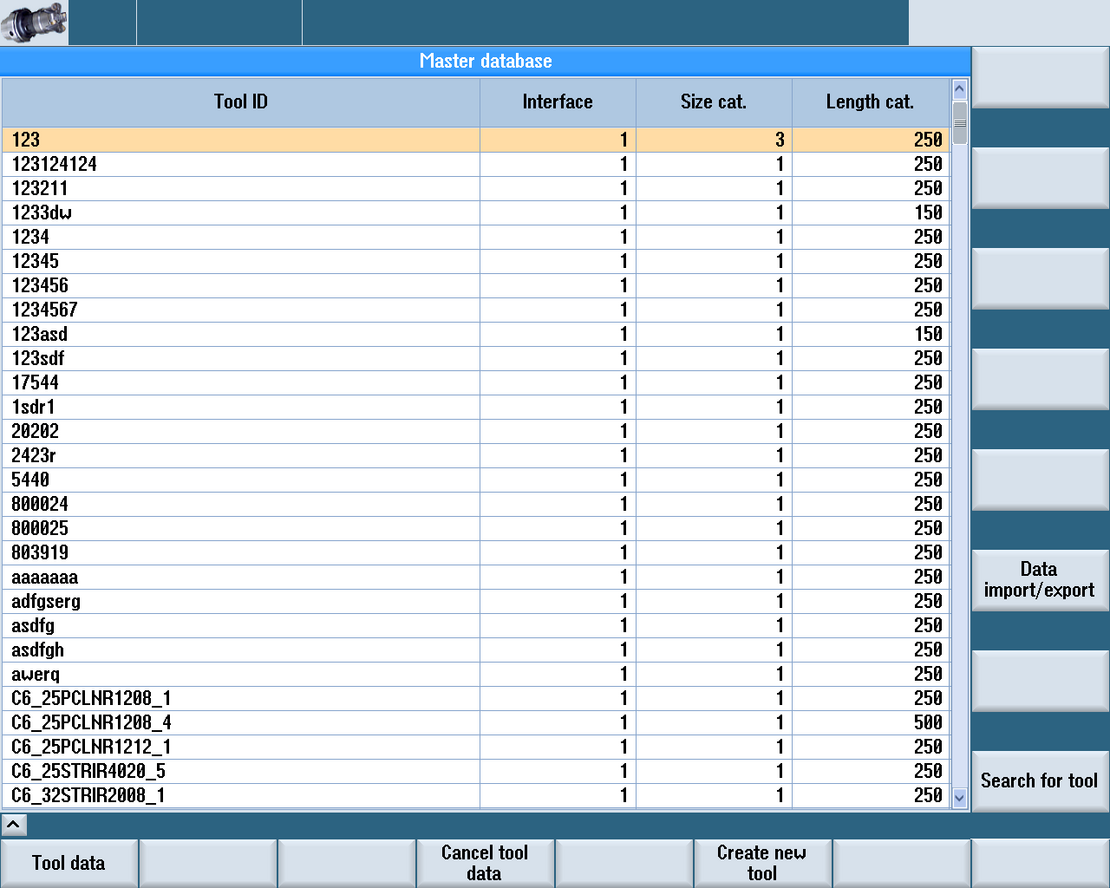
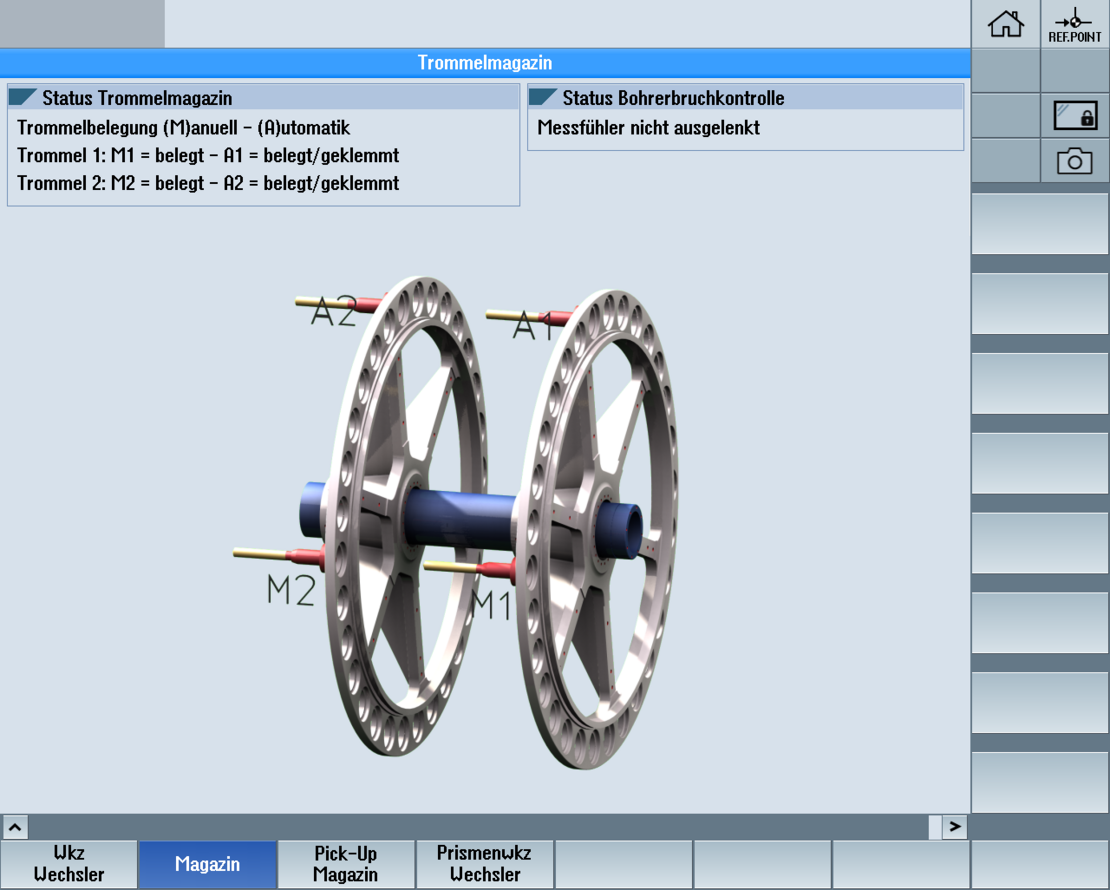
刀具管理
基于刀具管理软件解决方案,所有与现有刀具相关的信息都以统一的方式组织起来。这可以大大降低刀具的安装时间,并将刀具成本降至最低,因为刀具的寿命可以得到最大化的使用。
- 刀具管理
- 刀具管理系统
- 虚拟刀库
- 刀具历史数据
- 刀具主数据库
- 刀具需求列表
- Tool messenger
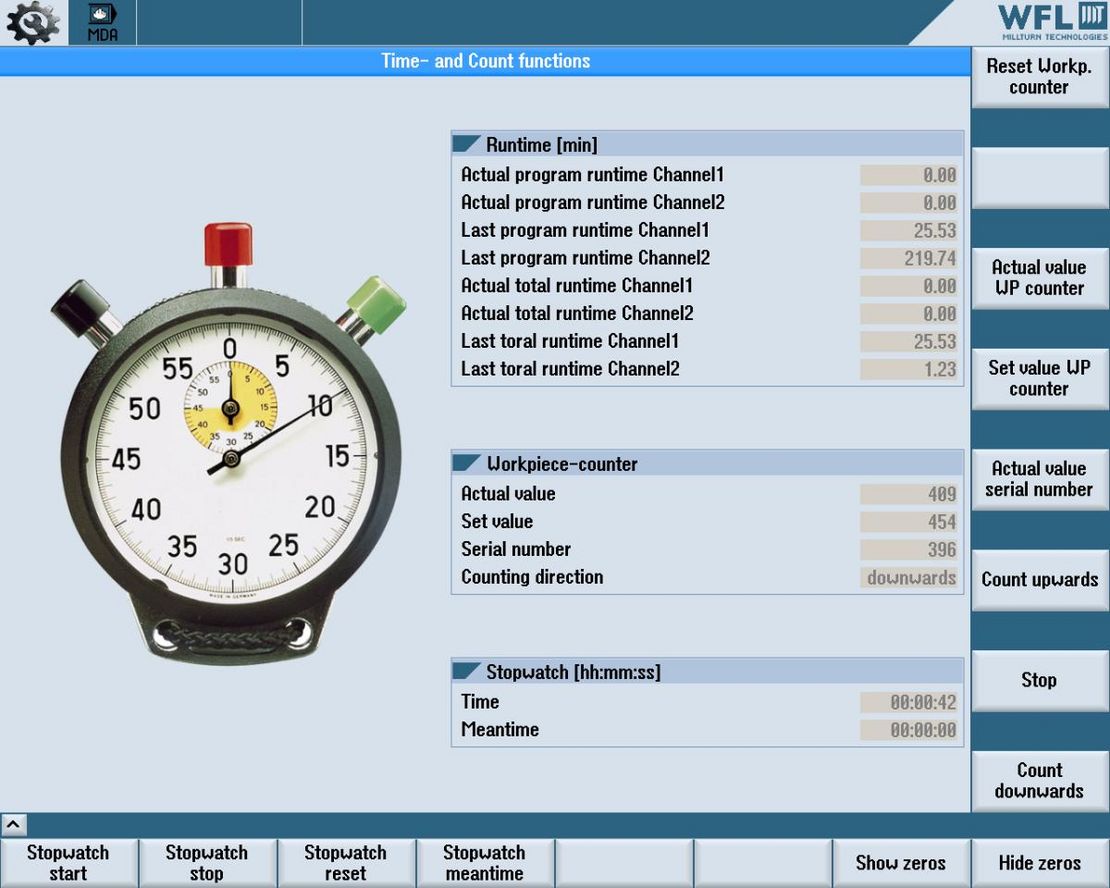
过程优化
智能软件解决方案高效的确保了在无需人为干预的情况下零件毛坯余量不确定机床和刀具都不会过载。
- 自适应控制(进给和主轴转速)
- 铣削主轴的扭矩和速度限制
- 自动几何检查
- 过程时间记录
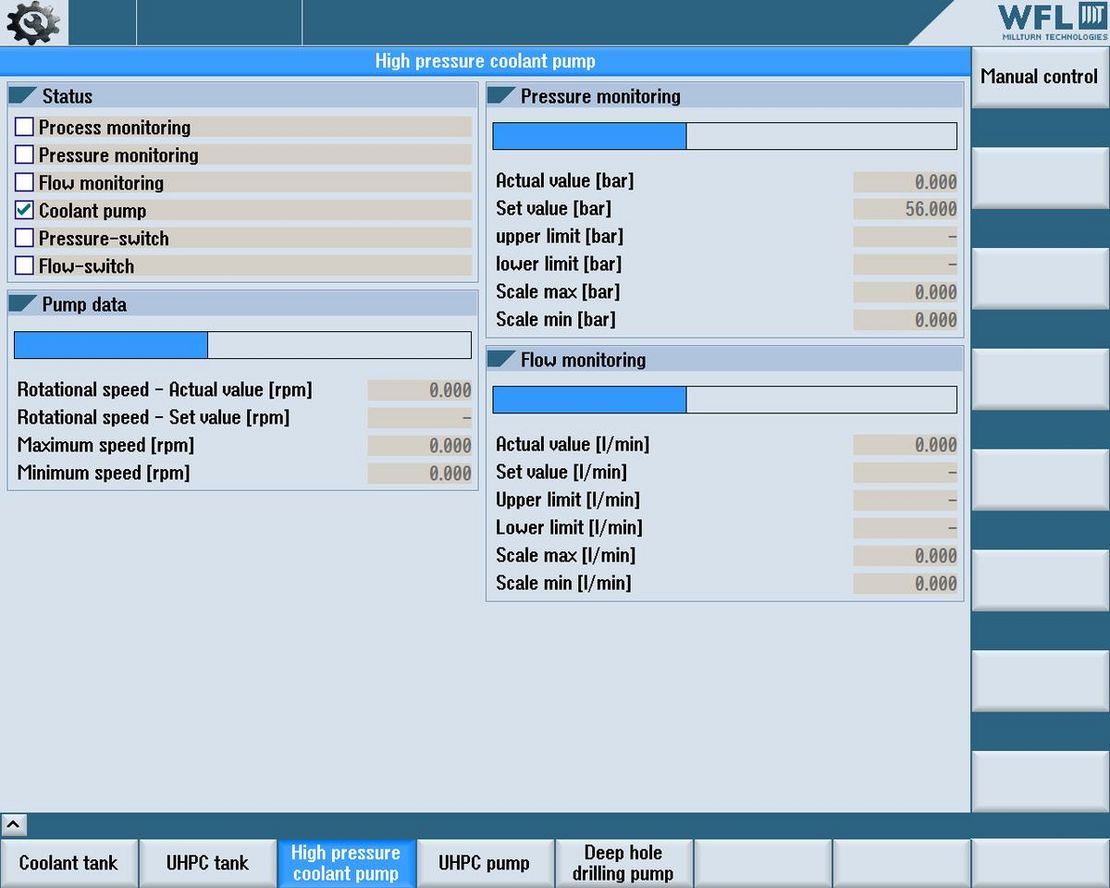
- 带有压力控制和流量监控的冷却剂单元控制


过程安全
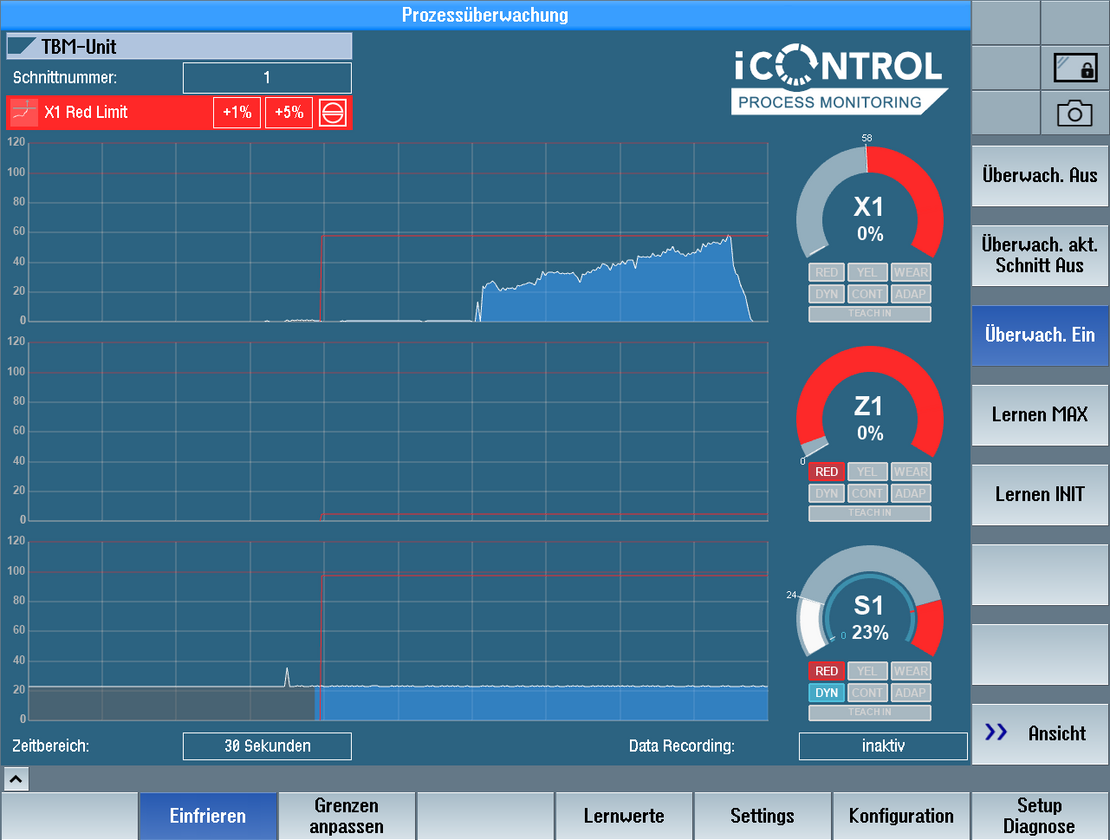
工件、刀具和机床的安全是每一个加工过程的中心目标。例如,在过程监控中对所有切削力分量进行单独登记,可确保可靠地检测到刀具破损。紧急回退程序最大限度地减少了在停电事件中的扎刀风险
- 独立于驱动器的紧急回退程序, 1级
- 独立于驱动器的紧急回退程序,2级
- 控制主导的紧急回退程序
- iControl 基础版+
- iControl 高级版+
- 自动显示输入屏幕