Flanx - WFL 齿轮解决方案
高质量标准、高轮廓精度,以及兼具可靠性和灵活性的加工解决方案,是齿轮加工不可或缺的要素。基于此,WFL不断开发新技术——MILLTURN 车铣复合加工中心上进行齿轮完整加工,为您的项目完美助力。
我们的优势
- 无需专机
- 使用标准铣刀
- 大齿轮齿型加工可在部分小型机床上进行加工
- 可在齿轮大端和小端处有限空间中加工齿形(低铣削跳动)
- 硬加工和软加工均可实现
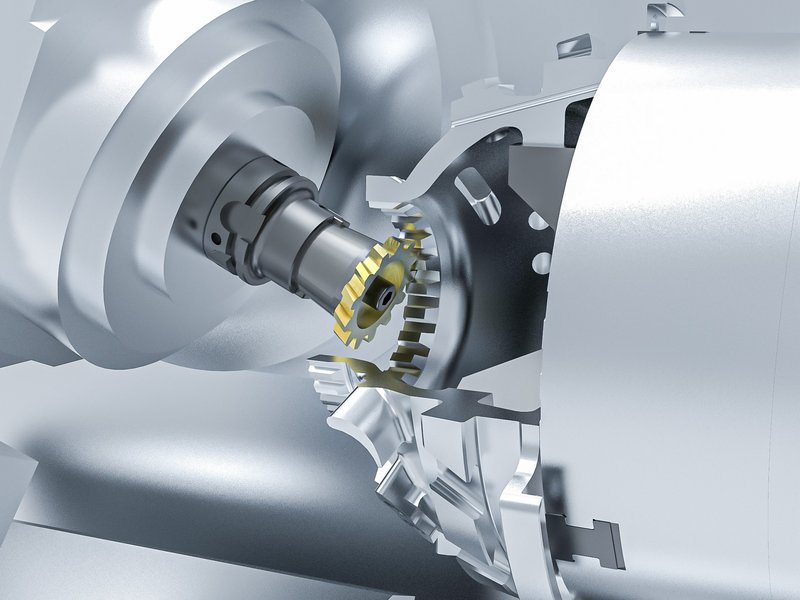
Flanx-滚齿
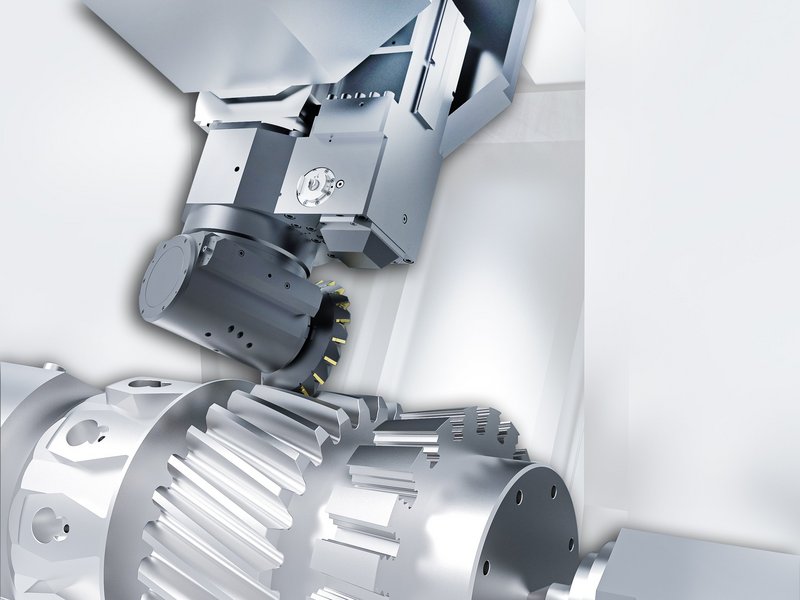
滚齿(即Flanx-滚齿)用于直齿轮和斜齿轮外齿轮(圆柱形或冠形)。此外,Flanx-滚齿具备“半圈齿”、“锥形”和"可变进给"等特殊解决方案。Flanx-滚齿使用传统的齿轮滚刀——硬质高速钢刀具、硬质合金刀具或包含可转位切入概念(同时还有Flanx-Plus可供选择,它结合了Flanx-滚齿和Flanx-插齿功能。)
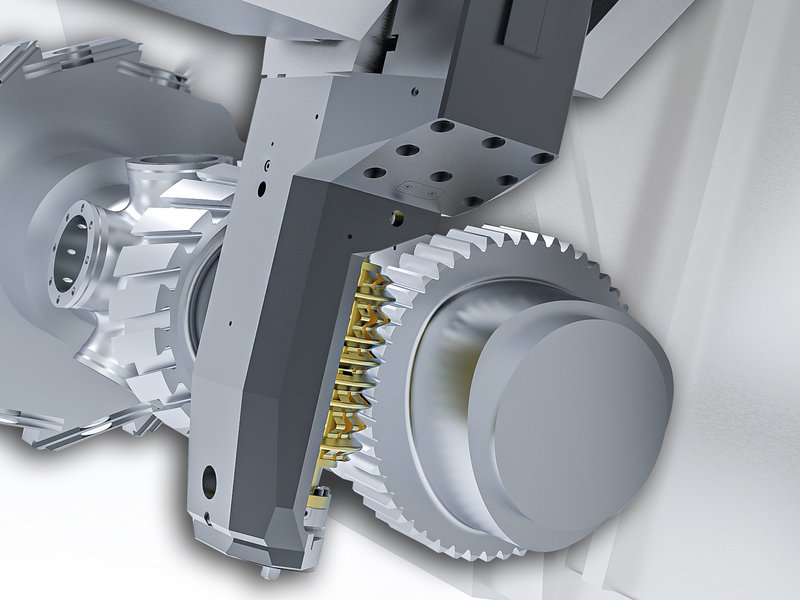
Flanx-插齿
Flanx-插齿适用于外齿轮和内齿轮的直齿或斜齿成形加工,依旧可以使用传统开槽刀具,甚至可以使用更大型刀具并可与陵形刀座配合使用。以图形支持使得编程更简化易于使用,齿轮质量可达到使用滚齿专机加工的相同水平。(同时还有Flanx-Plus可供选择,它结合了Flanx-滚齿和Flanx-插齿功能。)
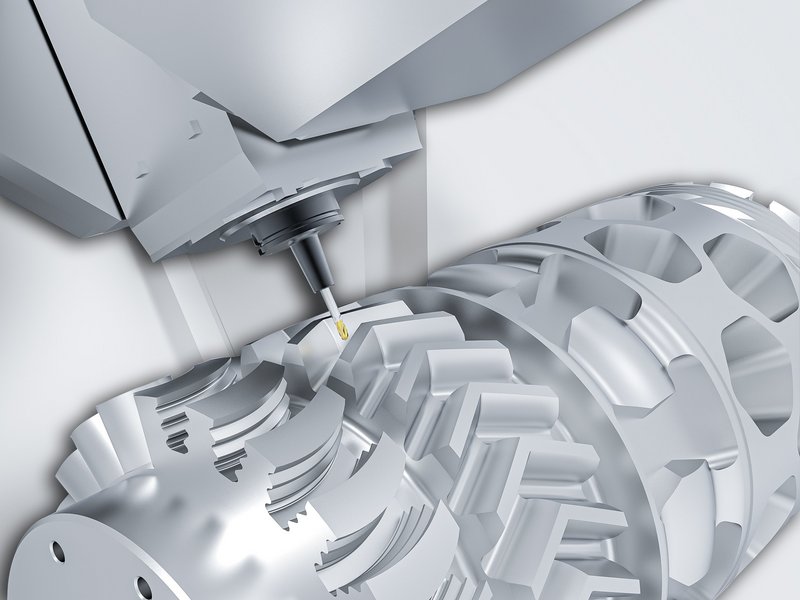
Flanx-大模数
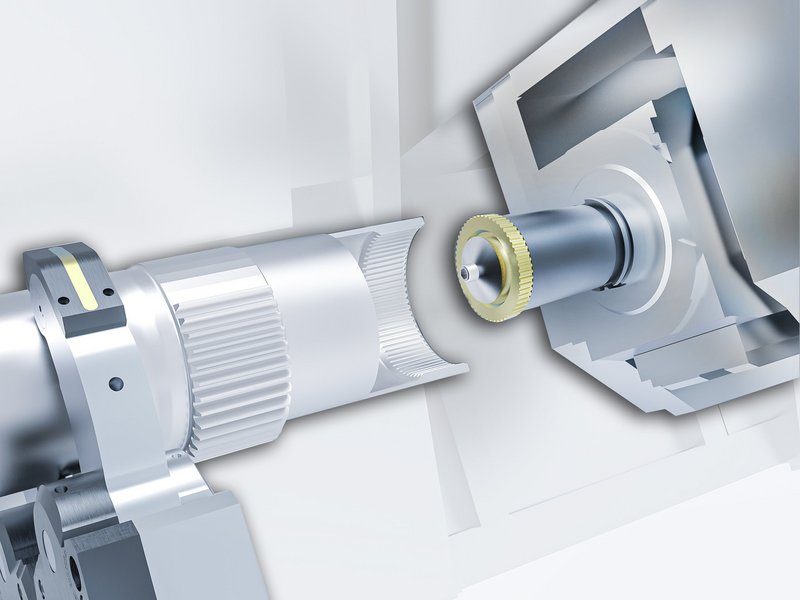
Flanx-Invo
Flanx-Invo 循环与山特维克可乐满(山特维克可乐满FlanxInvoMillingTM)联合推出,用于铣削渐开线齿轮,并且不会产生根切。其加工工艺灵活,可以用同一把刀具加工不同模数的齿轮,并且能够在加工中保持很高的进给率。WFL借助防碰撞保护(CrashGuard)及防碰撞保护工作室(CrashGuard Studio)进行工艺整合,实现高水平加工效率。WFL和山特维克可乐满公司联合研发的此项技术保障了滚齿加工的质量下限。
Flanx-齿轮刮削