ALMACÉN DE PIEZAS
La automatización solo puede conducir a un aumento significativo de la productividad si hay suficientes piezas en bruto e instalaciones de almacenamiento para las piezas acabadas.
Los requisitos de un almacén de piezas varían en función de la forma y las propiedades de las piezas en bruto, el tamaño del lote, la duración del ciclo y la filosofía de producción del cliente. El almacenamiento y la alimentación de la pieza es el factor decisivo para el funcionamiento autónomo de la célula.
El equipo encontrará las soluciones perfectas para satisfacer sus necesidades. Con almacenes de piezas estandarizados, diseños especiales o incluso almacenes de otros fabricantes, se pueden realizar todas las tareas.

Almacén giratorio de avance cíclico
En este sistema de almacenamiento, los portapiezas están unidos rígidamente por una cadena. El motor de accionamiento garantiza que los palés sigan avanzando cíclicamente a una distancia constante y se coloquen con precisión en el punto de recogida. Los portapiezas hacen que el sistema sea muy flexible y rápido de reequipar. Las variantes en cuanto a tamaño, número y forma de los palés permiten un diseño personalizado. Este almacén de piezas es adecuado tanto para elementos del plato como para piezas de eje corto y resulta especialmente interesante para tamaños de lotes pequeños.
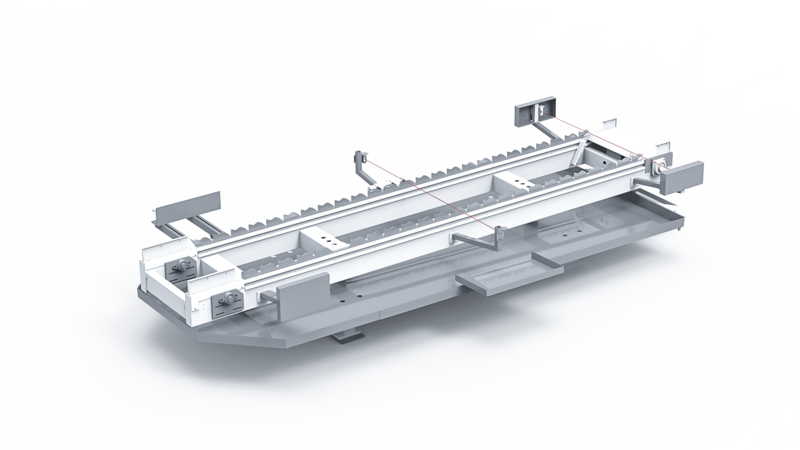
Almacén ondular de avance cíclico
El almacén ondular se compone de elementos de soporte, a menudo diseñados como prismas o rodillos y montados sobre cadenas. Existen versiones con dos o más ramales de cadena. En función de la gama de piezas, estas pueden ajustarse a una distancia constante o entre sí. En los sistemas continuos, las piezas acabadas se vuelven a colocar en el espacio libre. Sin embargo, es más habitual utilizar un almacén de piezas en bruto y un almacén de piezas acabadas.
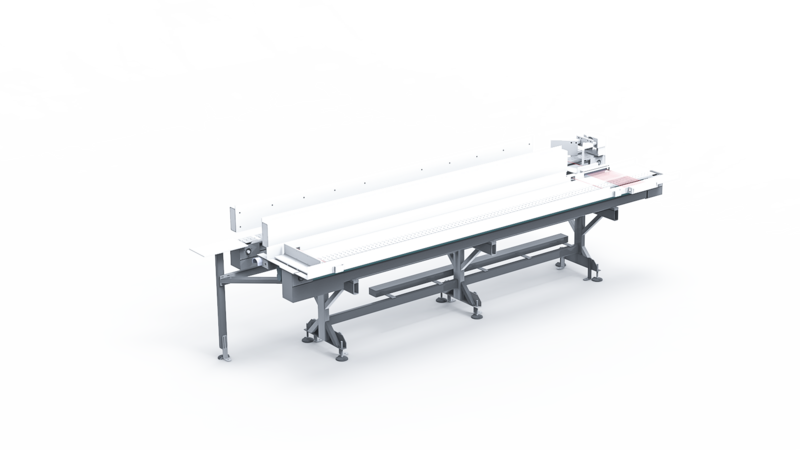
Cintas transportadoras
En el caso de las cintas transportadoras, los componentes suelen descansar directamente sobre la cinta. Por lo tanto, se utilizan principalmente para piezas que pueden sostenerse por sí solas. Estas soluciones de cinta no suelen requerir piezas intercambiables. Si las piezas se transportan en modo de acumulación, la guía lateral ajustable y los elementos de posicionamiento proporcionan la flexibilidad necesaria. Las soluciones de cinta continua también pueden utilizarse para el encadenamiento con pasos de producción anteriores o posteriores. No obstante, las cintas de entrada de piezas en bruto y las cintas de salida de piezas acabadas también se utilizan a menudo como soluciones independientes.

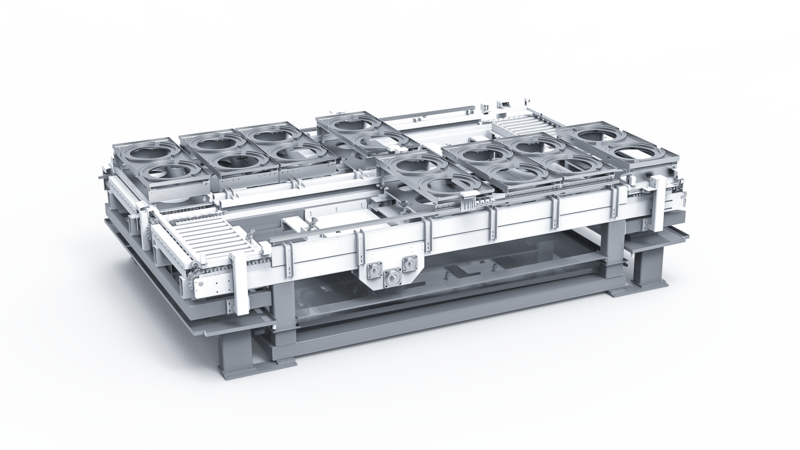
Almacén de niveles
El sistema de almacenamiento está equipado con dos palés portapiezas a distintos niveles. Los palés se introducen alternativamente en el área de trabajo de la instalación de automatización y se devuelven a la zona de carga manual tras su procesamiento, de modo que el operario siempre dispone de un palé para cambiar las piezas o reequipar el siguiente lote. Las dimensiones flexibles de la retícula de las piezas en el palé y los dos niveles crean una densidad de empaquetado muy alta, especialmente porque la pieza acabada puede colocarse normalmente en la misma posición que la pieza en bruto. El sistema de almacenamiento se puede convertir rápidamente con solo unas pocas piezas intercambiables y es adecuado para la alimentación de piezas en bruto orientadas a la posición, así como para piezas de plato o eje.
Almacén giratorio de avance cíclico
En este sistema de almacenamiento, los portapiezas están unidos rígidamente por una cadena. El motor de accionamiento garantiza que los palés sigan avanzando cíclicamente a una distancia constante y se coloquen con precisión en el punto de recogida. Los portapiezas hacen que el sistema sea muy flexible y rápido de reequipar. Las variantes en cuanto a tamaño, número y forma de los palés permiten un diseño personalizado. Este almacén de piezas es adecuado tanto para elementos del plato como para piezas de eje corto y resulta especialmente interesante para tamaños de lotes pequeños.
Sistemas de palés
En combinación con células robotizadas, pero también con pórticos en voladizo o de superficie, es posible colocar portapiezas directamente dentro del área de trabajo.
Estos portapiezas suelen ser palés con una gran variedad de diseños. Se introducen en la célula de automatización en una sola capa, apiladas o en sus propios carros de transporte. Dependiendo del diseño de la zona de alimentación, el cambio de palé puede realizarse sin interrupción o el dispositivo de manipulación puede desplazarse brevemente a una posición de estacionamiento mientras se cambia el portapiezas. Dependiendo del diseño, se pueden conseguir capacidades de almacenamiento muy elevadas.
Células de reapilado
La célula de reapilado trabaja con pilas de portapiezas (p. ej.: cestas de alambre, cajas de plástico o palés metálicos) que suelen introducirse en la célula sobre rodillos de suelo. La versión básica de la célula consta de tres zonas de estacionamiento. Dos de ellas son siempre necesarias para el procesamiento. Los portapiezas se manipulan mediante una horquilla de transferencia independiente, que recoge los portapiezas con precisión, los prepara para su manipulación y los vuelve a depositar. El tercer puesto sirve de búfer donde la pila puede intercambiarse en cualquier momento. Dependiendo de los requisitos, también existen numerosas variantes de diseño con puestos de almacenamiento intermedios, puerta corredera para cambios de pila ininterrumpidos, etc. Este sistema de almacenamiento se utiliza a menudo para la producción en serie con varios pasos de mecanizado consecutivos, ya que toda la pila de portapiezas se puede transportar hacia adelante.
Almacenes de otros fabricantes
WFL cuenta con sistemas de almacenamiento de desarrollo propio que ya cubren una gran parte de las aplicaciones de forma fiable y económica. Una amplia red de socios proporciona a la empresa soluciones integrables en términos de almacenes para sistemas de transporte de acumulación de palés, almacenamiento vertical, almacenes de estanterías elevadas y mucho más.