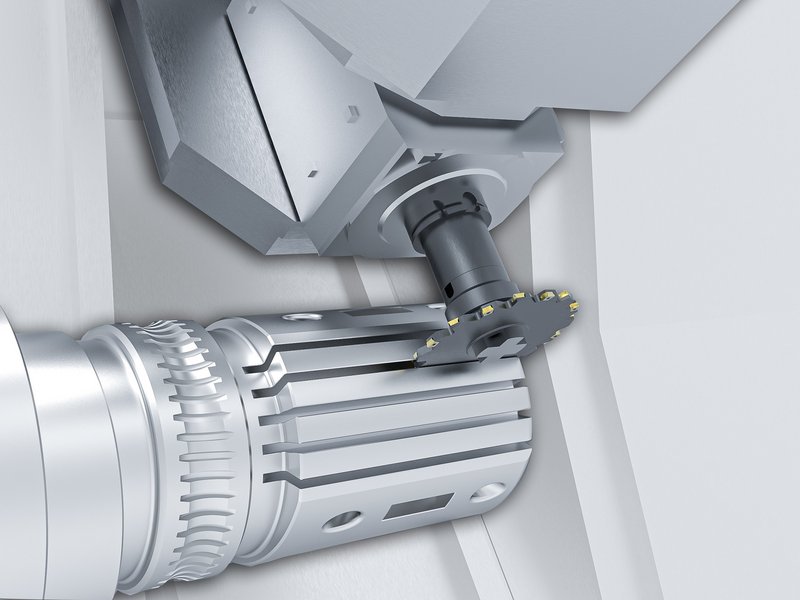
Fresatura
La lavorazione di superfici e scanalature è possibile in tutte le posizioni angolari. Grazie all’interpolazione di massimo 5 assi è possibile lavorare qualsiasi forma geometrica. Grazie all’asse Y con supporti a Y separati i centri MILLTURN sono in grado di impiegare anche frese a disco con diametro grande senza alcuna collisione.
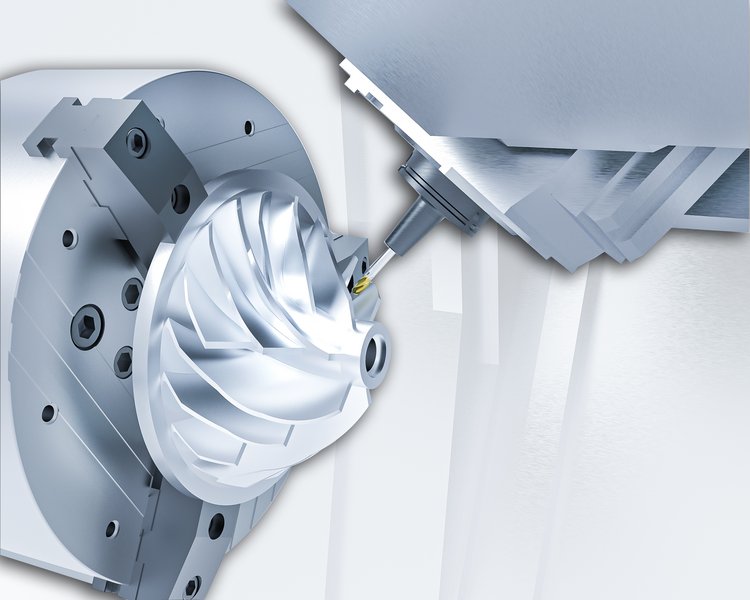
Fresatura a 5 assi
Per la lavorazione delle superfici e dei contorni scentranti. Grazie all’interpolazione degli assi B, C, X, Y e Z è possibile lavorare superfici di forme libere 3D. Non è più necessario l’uso di un costoso centro di lavorazione a 5 assi.
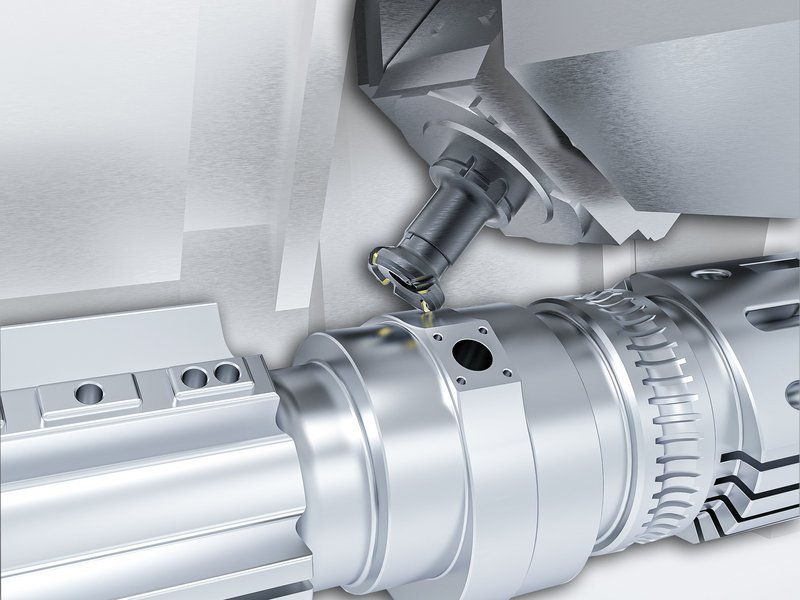
Torni-fresatura
La torni-fresatura rappresenta un’alternativa alle operazioni di tornitura di pezzi lunghi con diametri grandi (nessun problema di inattività, nessuna ripercussione sulla precisione). La produzione degli alberi a manovella, alberi a camme, cilindri di pressione ecc. è possibile con la massima precisione e la migliore qualità superficiale.

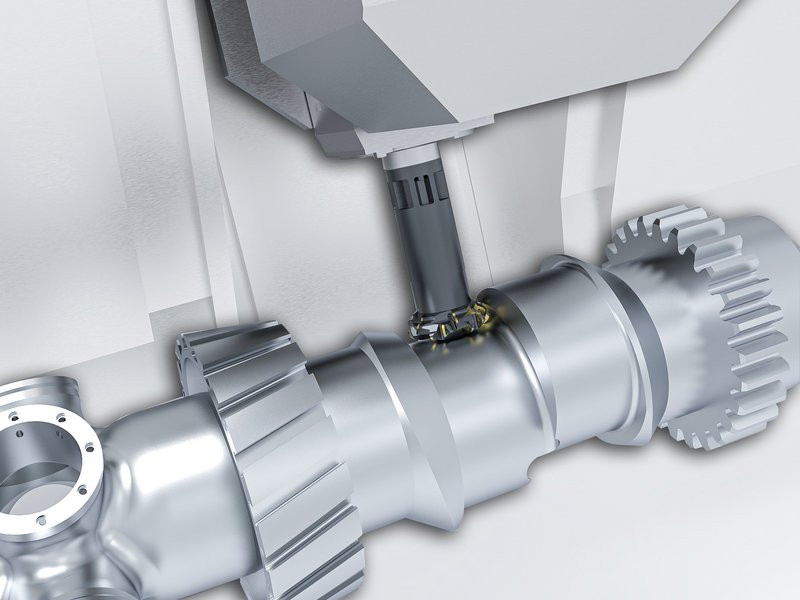
Nockenfräsen
Lavorazione con asse B inclinato (area concava) o con una fresa impostata radialmente, con la massima precisione delle forme. Fresatura di alberi a camme specialmente per grandi motori diesel, camme doppie per macchine tessili, contorni non circolari ai componenti di utensili e parti idrauliche come gli alloggiamenti di pompe con lo stesso serraggio e lavorazione di tornitura.
Fresatura dei perni di sollevamento
Grazie all’interpolazione degli assi X, Y e C è possibile tornire i perni di biella a rotazione eccentrica con serraggio centrico nell’autocentrante. Se il perno di biella è più largo del diametro della fresa, questo viene realizzato mediante l’avanzamento aggiuntivo dell’asse Z.
La lavorazione completa di alberi a manovella con foratura profonda dei fori dell’olio, l’esecuzione dentatura, ecc. su centri MILLTURN dà ottimi risultati specialmente negli alberi a manovella grandi e nei prototipi come alternativa efficiente al processo tradizionale.
La lavorazione avviene dal pezzo intero o dal pezzo fucinato. Grazie alla possibilità della lavorazione di materiali duri non è necessaria la sgrossatura alla rettificatrice. Un vantaggio importante è dato anche dalla misurazione durante il processo, poiché le MILLTURN compensano gli influssi termici e meccanici.
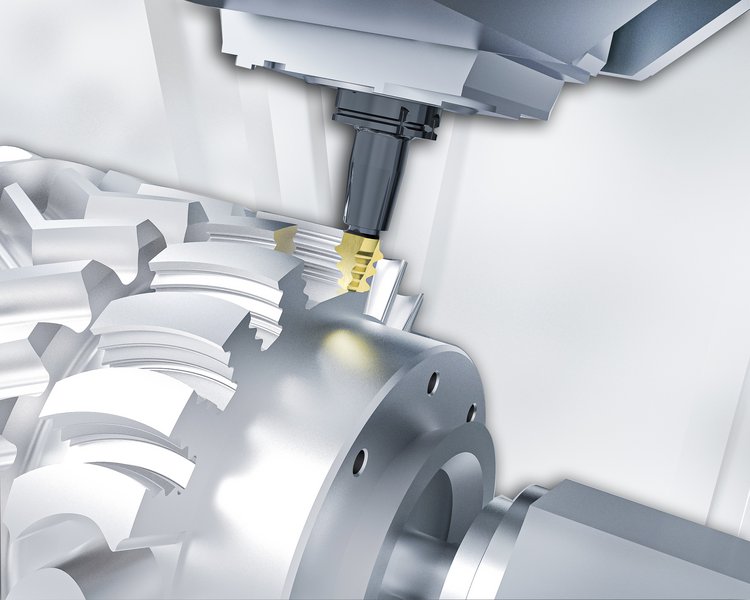
Fresatura sedi a pino
La cosiddetta fresatura a pino è utilizzata principalmente nella produzione di componenti di turbine. Con questi utensili è garantita un'altissima precisione di adattamento delle radici della paletta turbina. Queste frese sono anche in grado di eseguire lavorazioni con forme speciali e complesse. Viene così garantito un lavoro efficace e soprattutto economico nei settori aerospaziale ed energetico.