Aerzen setzt auf automatisierte MILLTURN-Technologie von WFL







Überall dort, wo Luft und Gase gefördert oder verdichtet werden, kommen Maschinen und Aggregate von Aerzen zum Einsatz – von der Wasser- und Abwasseraufbereitung über die pneumatische Förderung bis hin zur Chemie- und Verfahrenstechnik, Lebensmittelindustrie, sowie Zement- und Kalkindustrie. Die Liste der Anwendungsbereiche ist vielfältig und umfasst nahezu alle Industriebereiche. Am Stammsitz in Aerzen stehen mittlerweile zehn M65 MILLTURNs von WFL. Die ersten Maschinen wurden bereits 2007 in Betrieb genommen – ein Erfolgskonzept, das konsequent weiterentwickelt wurde. Das zeigen die letzten beiden angeschafften M65 MILLTURNs mit Automatisierung mittels Beladeroboter und Palettenspeicher von Kardex.
Die Geschichte von Aerzen ist die Geschichte von Drehkolbengebläsen. 1868 hat die Firma das erste Europas gebaut und somit auf dem europäischen Festland eingeführt, 1911 die ersten Turbogebläse, 1943 die ersten Schraubenverdichter, 2010 den ersten Drehkolbenverdichter der Welt. Auch in vierter Generation hat sich das Unternehmen in Niedersachsen den familiären und mittelständischen Charakter bewahrt. Heute arbeiten mehr als 2.600 Mitarbeiter*innen in über 50 Tochtergesellschaften an neuen Lösungen für eine energieeffiziente, nachhaltige und zuverlässige Verdichtungstechnologie. Bei Aerzen findet sich das richtige Produkt für jeden Prozess, egal ob Schraubengebläse, Drehkolbengebläse, Schraubenverdichter oder Turbogebläse.
Gebläse- und Verdichtertechnologie mit höchster Präzision
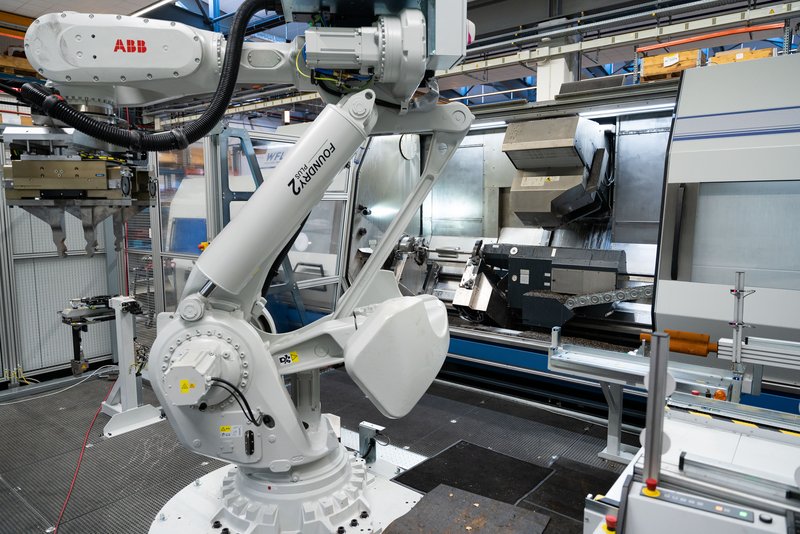
Ein Highlight in der modernen Fertigungshalle ist die vollautomatisierte Bearbeitungszelle mit zwei M65 MILLTURNs, Kardexlift und ABB-Industrieroboter mit Bin-Picking-System. Auf den Maschinen werden vor allem Rotoren für das Drehkolbengebläse hergestellt. Hauptsächlich sind diese Produkte in der Delta-Blower-Reihe verbaut. Diese vielseitigen und kompakten Aggregate können in jeder Klimazone der Erde eingesetzt werden. Die Produktion beläuft sich auf kleine bis mittlere Profilgrößen. Die Werkstücke bestehen hauptsächlich aus den Materialien C45 und EN-GJS-500-7. Theoretisch kann man die ganze Standortproduktlinie von Aerzen, sprich Schraubengebläße und Schraubenverrichter auf den MILLTURNs produzieren. Zukünftig sind auch Delta Hybrid Rotoren an der Anlage geplant.
„Die Hauptherausforderung beim Zerspanen der Bauteile ist die Bearbeitung von Grauguss. Denn hierbei ist es wichtig die Gusshaut mit genügend Schnitttiefe abzuspanen. Grauguss neigt zu unvorhersehbaren Härteunterschieden bei unterschiedlichen Chargen. Bauteilbedingt hat jeder unserer Drehkolben unterbrochene Schnitte, die besonders belastend für Werkzeug und Maschine sind. Durch die große Umschlingung unserer Profilfräser wird die Werkzeugspindel besonders belastet. Deshalb haben wir uns hier für eine 55kW Spindel entschieden, um stabile und präzise Ergebnisse zu erzielen“, betont Tobias Krebs, Teamleiter Mechanische Bearbeitung. Losgrößen belaufen sich auf dieser Anlage von 22 bis 44. Teilweise werden mehrere Aufträge der gleichen Sorte hintereinander gefertigt, um den ohnehin bereits geringen Rüstprozess noch zu minimieren. Die Planlauf- und Rundlaufgenauigkeiten belaufen sich auf 0,02mm und die Bearbeitungstoleranz ebenfalls auf 0,02mm.
Automatisierte Fertigung mit integriertem ERP- und Tool-Management
Eine Herausforderung bei der Entwicklung der Automatisierung lag in der Schnittstelle zwischen ERP-System (Enterprise Resource Planning) und dem Leitrechner, um Aufträge automatisch zu erkennen. Der Bediener gibt den Auftrag im SAP frei und dieser wird automatisch der Maschine zugewiesen. Danach stellt der Staplerfahrer die Rohteilpaletten und die zugehörigen Fertigteilpaletten ab, der Maschinenbediener wählt den Auftrag an und der Roboter holt sich als erstes via Bin-Picking sein Rohteil von der entsprechenden Palette. Danach holt er sich sein Programm aus der Werkzeugverwaltung – eine weitere Schnittstelle im Bearbeitungsprozess, in diesem Fall zum Tool Doc. Hier wird vom Leitrechner geprüft, ob genügend Material im Kardexlift ist, d.h. ob alle Werkezuge vorhanden sind und diese genügend Standzeit aufweisen. Nach erfolgreicher Statusprüfung wird das Programm gestartet. Danach holt sich der Roboter via Bin Picking das Rohteil und legt es auf die Vorablage. Er misst die Fertigteilpalette einmal positionstechnisch aus, die vom Bediener voreingestellt wurde. Die Türen des Arbeitsraumes der M65 MILLTURN öffnen sich, das Rohteil wird in die Maschine gespannt, danach startet das Programm automatisch. Der gleiche Vorgang wird bei der zweiten M65 MILLTURN abgewickelt. So entsteht ein durchgängig digitalisierter Prozess – von der Auftragserstellung über die Bearbeitung bis zur Ablage im Kardexlift mit zwölf Speicherplätzen.
Das verwendete CAD-Programm Excapt+ ist bereits jahrelang an den WFL-Maschinen im Einsatz. So auch bei der neuen Anlage. Programmierer Sören Reinhardt betont: „Das Programm ist bereits ein eingelaufenes System, das sehr gut funktioniert. Einzelne Befehle für den Roboter benötigten einen Feinschliff – dazu benötigte man eine eigene Schnittstelle.“
Der Schritt zur Automatisierung
Mit der Automatisierung erreicht Aerzen eine deutliche Steigerung der Effizienz. Während sich die eigentlichen Bearbeitungszeiten durch automatische Lageerkennung leicht verlängert haben, entfallen Wartezeiten durch manuelle Bedienung fast vollständig. Der fest im Boden verankerte Roboter steht bereit, sobald die Maschinentür öffnet – das Werkstück wird unmittelbar gewechselt, und der Prozess läuft ohne Unterbrechung weiter. Von der Optik verfügt das Rohteil über drei verschiedene Flügen. Daher muss die Ausrichtung exakt stimmen, damit der Roboter dieses erkennt und mit dem Jochgreifer anheben kann. Vom Rohteil bis zum Fertigteil in der MILLTURN sind es zwischen 24 und 40 Minuten.
„Das Bin Picking ist aus der Machbarkeitsstudie entstanden. Ohne dieses Feature hätten wir dieses Projekt nicht mit unseren Anforderungen realisieren können“, betont Tobias Krebs. Er sagt weiter: „Das Bin-Picking-System hat den Vorteil, dass wir unsere Rohteile im Anlieferzustand auf den Europlaletten belassen können, ohne diese extra vorkommissionieren zu müssen. Die richtige Erkennung der Lage der Rohteile in der Palette ist von immenser Bedeutung und stellte uns vor eine Herausforderung. Da Teile oft sehr nahe beieinander liegen, musste an der Bin-Picking Software einiges optimiert werden.“ „Letztlich viel die Entscheidung auf den Kardexlift, da es im Vergleich zu anderen Lösungen deutlich weniger Platzbedarf erfordert. Außerdem sparen wir uns unnötige Staplerfahrten“, so Krebs.
Die Anlage wurde zur Kapazitätserweiterung gekauft, was aber momentan noch nicht nötig ist. Künftig soll die Anlage 24/7 produzieren. Aufgrund der Tatsache das Aerzen für jedes Werkzeug ein oder mehrere Duplo-Werkzeuge hat, um so wenig Stillstand wie möglich durchlaufen zu können, stößt das Werkzeugmagazin mit 90 Plätzen beinahe an seine Grenzen.
Neben der Produktivität spielt auch die Ergonomie eine zentrale Rolle: Viele Werkstücke wiegen mehrere hundert Kilogramm. Das automatisierte Handling reduziert körperliche Belastungen der Fachkräfte erheblich und trägt so zur langfristigen Arbeitsplatzsicherheit bei.
Bewährte Technologie, vertrauter Partner
Aerzen vertraut seit beinahe 20 Jahren auf die MILLTURN-Maschinen von WFL. Die wichtigste Anforderung, die an die Maschinen zur Herstellung des Werkstücks gestellt wurde, ist laut Tobias Krebs: „Kurz gesagt, die Komplettbearbeitung in einer Spannung.“ Projektleiter Tjard Körber sagt weiter: „Wir wissen genau, was wir bekommen – robuste Maschinen, auf die man sich verlassen kann. Außerdem sind durch die langjährige Erfahrung mit den MILLTURNs unsere Bediener und Instandhalter bestens mit der Technik vertraut. Es hat einen Grund, warum wir in den letzten drei Jahren fünf M65 MILLTURNs angekauft haben.“
Die gute Erfahrung mit den Maschinen unterstreicht auch Bediener Anton Wanner. Er arbeitet bereits seit 15 Jahren an den MILLTURNs: „Die Handhabung ist gut, innovativ und einfach. Es sind wenige Handgriffe dank der Automatisierung zu erledigen und das Kardexsystem ist sehr gut.“
„Die Zusammenarbeit mit WFL lief sehr gut. Das Team war kompetent, lösungsorientiert und immer verfügbar. Auch bei unerwarteten Herausforderungen wurde schnell und pragmatisch reagiert. Das hat den gesamten Inbetriebnahme-Prozess deutlich vereinfacht“, meint Tobias Krebs.
Im Gespräch betonen Tobias Krebs und Tjard Körber auch den vorbildlichen Service von WFL: „Was auch definitiv ein Argument für WFL ist, ist das Thema After Market Sales. Sowohl die Unterstützung der WFL-Kollegen bei aufkommenden Problemen als auch die Ersatzteilverfügbarkeit funktioniert einwandfrei. Die meisten Teile bekommt man innerhalb von 24h geliefert - das geht nicht besser“, sagt Tjard Körber. Aufgrund der raschen Lieferzeiten von WFL, verfügt Aerzen nur über ein Ersatzteillager für wenige Teile, sie sich schnell tauschen lassen.
Mit der automatisierten WFL MILLTURN-Fertigung hat Aerzen seine Produktionsprozesse auf ein neues Niveau gehoben: Höhere Effizienz, verbesserte Ergonomie, maximale Prozesssicherheit und ein durchgängig digitaler Informationsfluss. Die Partnerschaft mit WFL steht dabei für Vertrauen, Qualität und Innovationskraft – eine Kombination, die Aerzen seit fast zwei Jahrzehnten erfolgreich in die Zukunft führt.