Die Innenbearbeitungskompetenz von WFL im Scheinwerferlicht


Von Tieflochbohren über Innendrehen bis zum Auskammern, legt WFL viel Wert auf Genauigkeit, Sicherheit und Qualität. In unserem „All eyes on“ in der aktuellsten Ausgabe vom Complete wird die Innenbearbeitung im Detail beleuchtet.
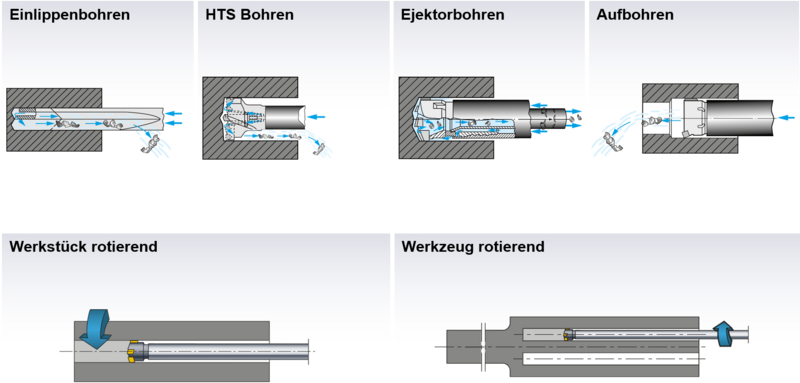
Die wohl grundlegendste Innenbearbeitung ist das Bohren. Ein Sonderfall ist das Tieflochbohren. Es zählt zu den Spezialdisziplinen in der Zerspanung, zumal für diese Bearbeitungsschritte in der Regel besonderes Equipment, sowohl hinsichtlich Werkzeuge als auch Maschinen, benötigt wird. Von Tieflochbohrungen spricht man in der Regel bei Bohrvorgängen, deren Durchmesser zwischen 0,2 und 500 mm betragen und deren Bohrungstiefen üblicherweise größer als das Fünffache des Durchmessers sind. Bei kleineren Bohrungsdurchmessern kann das Verhältnis Länge zu Durchmesser L/D ≤ 100, in Sonderfällen manchmal sogar bis zu 400 erreichen, abhängig von Verfahren und Werkstoff. Bei großen Durchmessern wird das Verhältnis Länge zu Durchmesser meist durch den Verfahrweg der Maschine beziehungsweise durch ihre Bettlänge begrenzt.
Die Flexibilität der MILLTURN ermöglicht den Einsatz von Tiefbohrwerkzeugen mit unterschiedlichsten Aufnahmen und Kühlschmierstoff-Zuführungen:
- Rotierendes Werkzeug: direkt aufgenommen (HSK, Capto, …) und eine Kühlschmiermittelzuführung durch Frässpindel oder über Bypass. Das findet hauptsächlich bei kleinen Bohrungen seine Anwendung.
- Rotierendes Werkzeug: aufgenommen über Prismenaufnahme und eine ebenso wie beim Punkt darüber eine Kühlschmiermittelzuführung durch Frässpindel oder über Bypass. Kommt bei tieferen Bohrungen mit größerem Durchmesser zum Einsatz.
- Nicht-rotierendes Werkzeug: aufgenommen über Prismenaufnahme und eine Kühlschmiermittelzuführung über Bypass.
Kühlschmiermittelversorgung ist ein essenzieller Bestandteil
Mit welchen Herausforderungen ist WFL beim Tieflochbohren konfrontiert? Zum einen mit der optimalen Kühlschmiermittel-Zuführung bis an die Werkzeugschneide. Aber auch mit einem gleichmäßigen und effizienten Späneabtransport, mit einem geringem Bohrungsmittenverlauf und geringer Standzeit, auch bei schwierig zerspanbaren Werkstoffen.
Das A und O ist beim Tieflochbohren stets die Zufuhr des Kühlschmiermittels an die Werkzeugschneide, der gleichmäßige Spanabtransport und eine möglichst gerade, Bohrung herzustellen. Dabei kann WFL mit einem Kühlmitteldruck von 10 bis 350 Bar und einem Kühlmittelvolumen von 25 bis 800 Liter jeden Anforderungsfall abdecken.
Im Laufe der Jahre wurden dafür verschiedene Bohrwerkzeuge entwickelt, die sich jeweils für unterschiedliche Einsatzzwecke anbieten. Bei den Tieflochbohrverfahren besteht der Schneidekörper aus Vollhartmetall oder Wendeplatten und zusätzlichem Führungsleisten aus Hartmetall. Dieser Aufbau sorgt für eine Abstützung des Bohrers an der Bohrungswand, was eine höhere Genauigkeit und bessere Zentrierung des Bohrers im Prozess ermöglicht.
Innendrehen als Bearbeitungsdisziplin
Die Komplettbearbeitungszentren der WFL bieten Lösungen, die auch bei extrem tiefen Innendrehvorgängen prozesssicheres Arbeiten ermöglichen. Drei Varianten stehen zur Auswahl: Standard-Innendrehprozesse werden mit Innendrehwerkzeugen und Bohrstangen in der Standardwerkzeugaufnahme abgewickelt. Für längere Bohrstangen kommt eine Aufnahme über die WFL Prismenwerkzeugschnittstelle zum Einsatz. Und für besonders große und weit auskragende Bohrstangen besteht die Möglichkeit einen separaten Bohrstangenschlitten zu verwenden. Hier werden Bohrstangen von bis zu 300mm Durchmesser und einer Auskragung von 3000mm eingesetzt.
Königsdisziplin Auskammern
Bei WFL werden zwei wesentliche Gruppen unterschieden: Auskammerungen im Zentrum eines rotierenden Werkstücks bzw. außerhalb des Zentrums eines Werkstückes mit rotierendem Werkzeug. Die zentrische Variante wird oftmals im Luftfahrtsbereich angewendet, zum Beispiel für Landebeine und Triebwerkswellen. Die exzentrische Variante findet sich in der Öl- & Gasindustrie wieder.
Knackpunkt Spanabtransport
Die Vorteile beim Auskammern mit einer Millturn liegen auf der Hand: Präzises Auskammern in zentrischer und exzentrischer Lage, sowie die angepasste Kühlschmiermittelllösung für optimierten Spanbruch und Spanabtransport. Außerdem können die Werkzeuge für Auskammerung bis zu einer Länge von 3000 mm und 400kg Werkzeuggewicht – bei einer M200 MILLTURN - bequem im Bohrstangenmagazin vorgehalten und automatisch eingewechselt werden.
Messen des Bohrungsverlaufes in einer Millturn
In der Innenbearbeitung ist auch die Werkstückvermessung von immenser Bedeutung. Eine intelligente Messtrategie ist durch die WFL Messzyklen einfach anzuwenden. Eine Wandstärken-Messung ist mittels Ultraschall-Messemethode möglich. Die einzelnen Schritte sind:
- Wandstärke nach Tieflochbohren
- Ultraschall-Messung der Wandstärke
- Berechnung einer neuen Werkstückdrehmitte bezogen auf den Werkstückinnendurchmesser
- Drehfräsen von neuen Spannsitzen für Futter und Lünette
- Ergebnis: Spann- und Lünettensitz sind nun konzentrisch zur Tieflochbohrung
Mit WFL iControl wird die Prozessüberwachung durch frei konfigurierbare Prozesssignale, die Kollisionsüberwachung dank Kollisionsalarm, die Werkzeugbruchüberwachung durch Überwachen der Prozesssignale des zu erwartenden Verlaufs und die Werkzeugverschleißüberwachung durch Yellow Limit und Energy Limits sichergestellt.
Eine schwingungsgedämpfte Bohrstange mit integrierten Sensoren gibt der Prozesssicherheit einen extra Boost. Der Einbau intelligenter Sensoren in Werkzeuge ermöglicht den Abruf detaillierter Werkzeuginformationen bzw. Bearbeitungszustände auf der Steuerung, dem Tablet oder PC. Die Übertragung der Signale erfolgt mittels Bluetooth, sodass die Maschine interaktiv auf ein festgelegtes Auslöseereignis reagieren kann. Zu Dokumentationszwecken lässt sich der Prozess visualisieren und wird somit vollständig transparent. Entsprechend ausgestattete Silent Tools Plus Bohrstangen geben Auskunft über Belastung, Temperatur, Abdrängung sowie die erzielte Oberflächengüte und greifen bei Überlast in den Bearbeitungsprozess adaptiv ein.
Im Oktober gab es auch einen TECtalk zu diesem Thema. Nachzusehen ist dieser auf Youtube.