Generatorwellen – die stillen Helden der Energieerzeugung

Ohne sie läuft nichts: Generatorwellen sind zentrale Bauteile in modernen Energie- und Antriebssystemen. Ob in Windkraftanlagen, Kraftwerken oder anspruchsvollen Maschinen – sie werden immens beansprucht, müssen höchste Präzision aufweisen und unter extremen Bedingungen zuverlässig funktionieren. Doch wie entstehen diese komplexen Wellen, welche Anforderungen stellen Industrie und Technik an ihre Fertigung und welche Rolle spielt die Komplettbearbeitung in der modernen Produktionstechnik? In diesem Artikel nehmen wir Sie mit auf eine Reise von der Materialwahl über hochpräzise Fertigungsprozesse bis hin zum fertigen Produkt, das tagtäglich Höchstleistungen erbringt.
Die Komplettbearbeitung von Generatorwellen wird überall dort eingesetzt, wo hohe Anforderungen an Maßgenauigkeit, Rundlauf, Funktionssicherheit und Wirtschaftlichkeit bestehen. Typische Einsatzbereiche finden sich vor allem in der Energieerzeugung, etwa bei Generatorwellen für Windkraftanlagen, Wasserkraftwerke sowie Dampf-, Gas- und Dieselkraftwerke. Hier müssen die Wellen große Drehmomente übertragen und dauerhaft unter wechselnden Lasten zuverlässig arbeiten.
Darüber hinaus kommt die Komplettbearbeitung im Maschinen- und Anlagenbau zum Einsatz, insbesondere bei Industrie- und Notstromgeneratoren, Prüfstandsanwendungen sowie bei Sondergeneratoren. Auch in der Marine- und Offshore-Technik, beispielsweise bei Schiffsgeneratoren oder Offshore-Windanlagen, ist diese Fertigungsweise verbreitet, da sie neben der Wirtschaftlichkeit eine hohe Prozesssicherheit und reproduzierbare Qualität gewährleistet.
Wie läuft die Bearbeitung?
Das spannungsarm geglühte Rohteil von Generatorwellen kommt häufig vorgedreht und mit aufgeschweißten Stegen zur MILLTURN. Besonders wichtig bei der Bearbeitung der aufgeschweißten Stege ist, dass das Rohteil in Umfangsrichtung so ausgerichtet wird, dass das Aufmaß an aufgeschweißten Stegen bestmöglich ausgemittelt wird. Mit den WFL-Messzyklen erfolgt dieses Rohteilvermessen vollautomatisch, wobei sogar Fehler vom Schweißen korrigiert werden können. Im Schaftbereich sind schräge Bohrungen einzubringen, welche die Tieflochbohrung im Zentrum treffen. Sämtliche Bohrungen können ohne Vorrichtung in der MILLTURN eingebracht werden, wobei auch ein Verrunden der Bohrungskanten sehr wiederholgenau und schnell durchgeführt wird. Der präzise zu fertigende Außendurchmesser der Stege wird mittels Drehfräsen auf Passungsqualität IT7 fertigbearbeitet. Lagersitze an den Zapfen werden in höchster Präzision auf Fertigmaß gedreht und anschließend wird die Oberflächengüte mit Finishing-Prozessen, z. B. Rollieren auf die erforderliche Zeichnungsanforderung gebracht. Die WFL In-Prozess-Messung garantiert Prozesssicherheit auch bei kleinsten Fertigungstoleranzen.
Doch nicht nur geschweißte Generatorwellen können auf der MILLTURN wirtschaftlich hergestellt werden, mache Kunden bevorzugen die Wellen beginnend mit einem Sägeabschnitt aus dem Vollen zu bearbeiten. Dabei bieten das schwere und verwindungssteife Maschinenbett, die großzügig dimensionierten Führungssysteme und die leistungsstarken Antriebe optimale Voraussetzungen, um auch diese Aufgabe effiziert zu bewältigen.
Vorteile mit der MILLTURN
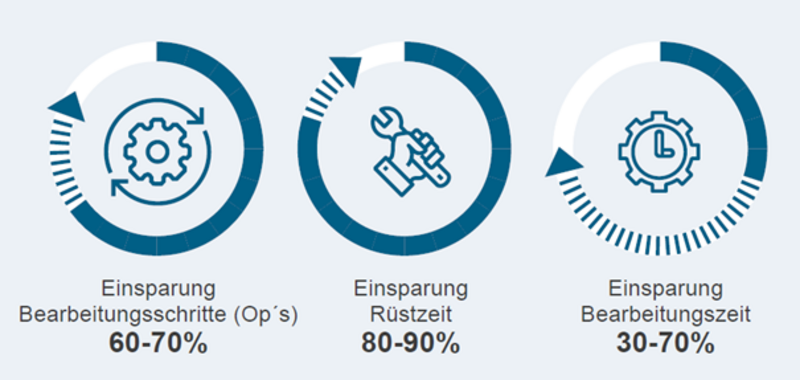
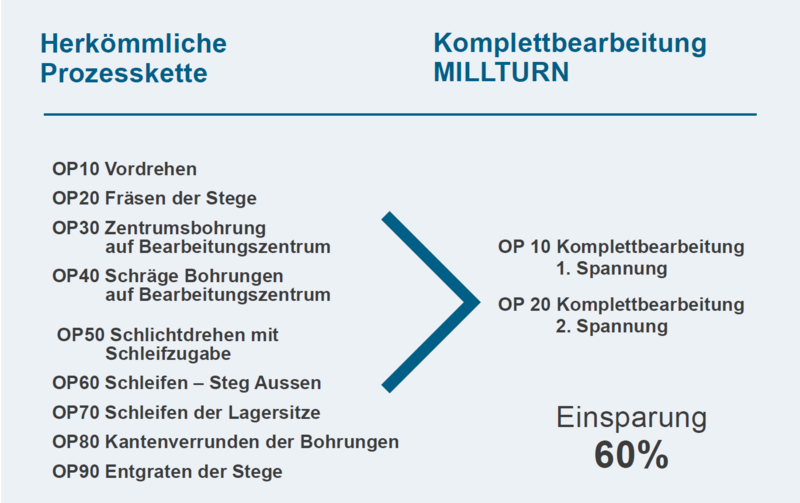
Die Produktion auf der MILLTURN bietet zahlreiche Vorteile, da mehrere Bearbeitungsschritte in einer Maschine möglich sind. Dadurch werden Bearbeitungsvorgänge deutlich reduziert, der Rüstaufwand minimiert und der Platzbedarf verringert. Gleichzeitig sinkt der personelle Aufwand, während Form- und Lagetoleranzen besser eingehalten werden können als bei der aufgelösten Fertigung. Das personal- und zeitintensive Umspannen und Ausrichten des Werkstückes zwischen den verschiedenen Bearbeitungsschritten entfällt großteils bzw. eine durchgängige Prozessüberwachung mit WFL iControl sowie In-Process-Messen und Closed-Loop Korrekturen sorgen für eine hohe Prozesssicherheit, gleichbleibend hohe Qualität und vermeiden teuren Ausschuss.
Grenzenlose Möglichkeiten
Das Rohteil wird vorgedreht und anschließend geschweißt in die MILLTURN eingebracht, wo eine automatische Umfangsorientierung mittels Taster im Programmablauf über WFL-Messzyklen erfolgt. Alternativ kommt Vollmaterial zum Einsatz. Die Lagerstellen in den Schaftbereichen werden vor- und fertigdreht, oder auch Drehgefräst. Dort, wo erforderlich wird mit nachfolgenden Finishing-Prozessen die Oberflächengüte verbessert. Ebenso werden der Außendurchmesser an den angeschweißten Rippen sowie die Längsnuten im unterbrochenen Schnitt vor- und fertig drehgefräst, wobei höchste Winkelgenauigkeit der Rippen zueinander erreicht wird. Die Nutbreiten werden passmaßgerecht gefertigt, unterstützt durch ein integriertes Werkstückvermessen mit dem WFL-Messzyklenpaket.