Kurbelwellenbearbeitung in höchster Präzision und Qualität




Dank des neu entwickelten Formfräsers der WFL Tooling Solutions kann die Oberflächenqualität von Undercuts an großen Kurbelwellen deutlich verbessert werden. Durch die spiegelglatte Oberfläche lassen sich nachgelagerte Prozesse deutlich reduzieren. Ob Schwingungsdämpfer für vibrationsfreies Bearbeiten, Justierelement zur Voreinstellung auf den Mikrometer genau oder messerscharfe Wendeplatten für höchste Präzision – der neue WFL Schlichtfräser ist mit Sicherheit eine Sensation.
Bei der Bearbeitung von Großdiesel-Kurbelwellen, welche für Schiffe und Energietechnik eingesetzt werden, fertigt man bei jedem Hubzapfen links und rechts am Ende des Durchmessers einen Hinterschnitt bzw. Undercut. Diese Undercuts weisen eine kunden- bzw. typenspezifische Form auf. Jeder Kurbelwellenhersteller fertigt also abhängig vom jeweiligen Typ eigene Undercuts, welche das Hublager in radiale und axiale Richtung freistellen. Bei einem aktuellen Testwerkstück fräst der neue Schlichtfräser beispielsweise einen Undercut mit 25mm axialer Tiefe und 0,7mm radialer Tiefe. Der gesamte Undercut kann mit nur einem Umlauf gefertigt werden. Derartige Undercuts werden üblicherweise nach dem Fertigschleifen der Kurbelwelle noch manuell poliert. Dieser zeitaufwändige Polierprozess ist sehr wichtig, da vorhandene Bearbeitungsriefen zu einem Kerbbruch an dieser Stelle der Kurbelwelle führen können. Bei einer 9-Hub Kurbelwelle müssen 18 Undercuts dieser Art poliert werden. Ein Abrutschen mit dem Polierstift könnte im schlimmsten Fall durch die Beschädigung des Durchmessers die gesamte Kurbelwelle ruinieren. Fehler entstehen also vorwiegend bei den manuellen Prozessen.
Darauf kommt es an
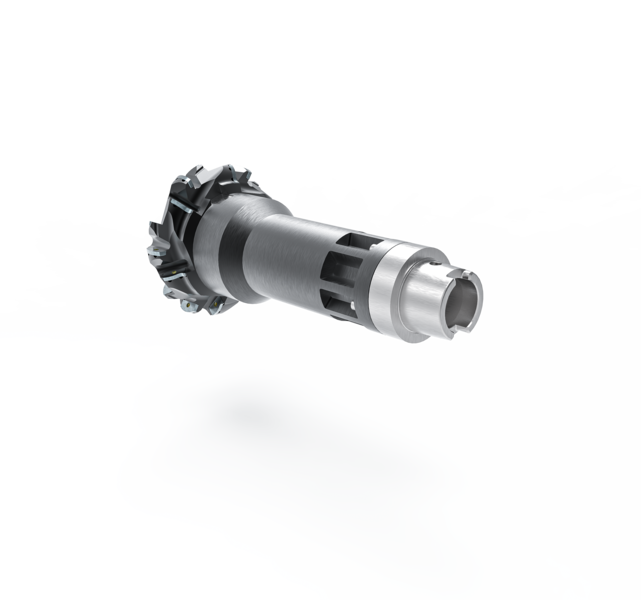
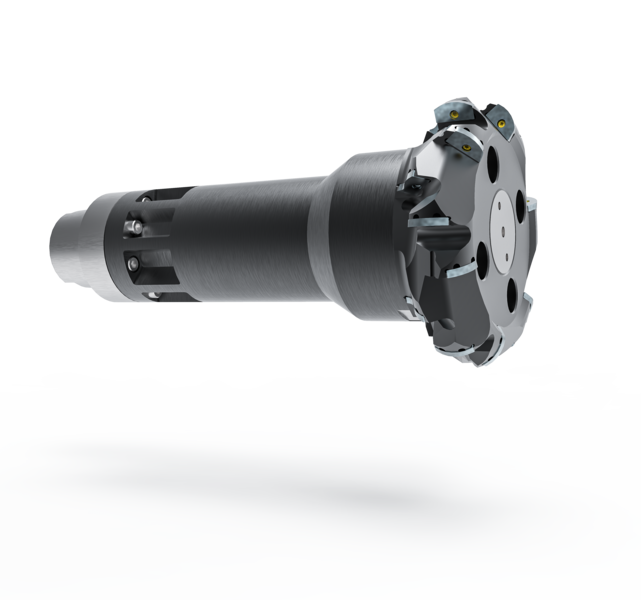
Bei den WFL Tooling Solutions wurde 2020 intensiv an einer Methode zur präziseren Bearbeitung von Undercuts gearbeitet. Das Ziel war, einen Formfräser in Präzisionsausführung zu bauen. Entstanden ist der so genannte Undercut-Schlichtfräser. Ein höchst präzise gefertigtes Werkzeug, mit welchem eine Oberflächengüte von < Ra0,4 realisiert werden kann und keine Stufen im Radiusbereich entstehen. Üblicherweise hat ein solcher Fräser mehrere Wendeplatten, um die gesamte Form abzudecken. Der Übergang zwischen den Wendeplatten ist später als Spur am Werkstück zu sehen. WFL setzt daher für den neuen Formfräser sehr große Wendeplatten ein, um dieses Problem zu beseitigen und riefenfrei Undercuts herzustellen. Der Formfräser verfügt über eine sehr große, effektive Zähnezahl für hohe Vorschübe und kurze Bearbeitungszeiten sowie große, individuell geschliffene Wendeplatten. Um möglichst wenig Abdrängkraft zu erzielen, werden sie messerscharf geschliffen. Höchste Präzision und maximale Schärfe sind in diesem Werkzeug vereint.
Spezielle Werkzeugaufnahme
Werkzeuge für die Hubzapfenbearbeitung brauchen aufgrund der ungünstigen Störkontur einer Kurbelwelle große Auskraglängen. Passend für solche Formfräser haben die Techniker der WFL Tooling Solutions eine äußerst stabile Werkzeugaufnahme entwickelt, wodurch die Möglichkeit der Feinverstellung des Rund- und Planlaufs gegeben ist. Rundlauffehler von solchen Präzisionswerkzeugen sind unbedingt zu vermeiden, denn dann zerspant das Werkzeug immer nur an der höchsten Stelle und arbeitet nicht rundherum, wie dies der Fall sein sollte. Daher hat WFL beim neuen Formfräser ein Justierelement eingebaut, mit dessen Hilfe man das Werkzeug in der Maschine radial und axial im μm-Bereich ausrichten kann.
Schwingungsdämpfer für vibrationsfreies Bearbeiten
Darüber hinaus wurde das Werkzeug mit Schwingungsdämpfern versehen, um bei der Bearbeitung keine Vibrationen zu erzeugen. Diese befinden sich nicht wie bei anderen Konzepten im hinteren Bereich des Werkzeugs, sondern sehr nahe an der Werkzeugschneide. Durch dieses spezielle Knowhow lässt sich das Auftreten von Schwingungen effizient vermeiden. Damit die anspruchsvolle Kurbelwellenbearbeitung gelingt, ist aber nicht nur ein perfektes Werkzeug nötig, sondern auch die entsprechenden WFL Bearbeitungszyklen für die Hubzapfenbearbeitung. Beim Eintauchen und Freifahren des Fräsers wird etwa eine sehr kritische Stelle passiert. In diesem Bereich herrschen andere Schnittbedingungen als bei der übrigen Bearbeitung. Um Fehler zu vermeiden, müssen solche Umstände berücksichtigt werden. Die geeignete Software und langjährige Erfahrung dienen hier zusätzlich zum Werkzeug als Unterstützung, um die geforderte Qualität zu erreichen. Die verbesserte Oberflächenqualität und Reduzierung der nachgelagerten Prozesse sind der beste Beweis für den Erfolg des neuen WFL Schlichtfräsers.
Die Features auf einen Blick
|