Bredel bringt Flexibilität in das automatisierte Drehfräsen



Bredel in Delden, Hersteller von industriellen Schlauchpumpen, hat in ein M65-G MILLTURN Drehfräszentrum von WFL investiert. Die Bearbeitungsmaschine wurde von Oude Reimer aus Hilversum geliefert. Um die Produktivität und die Möglichkeiten des Drehfräszentrums optimal zu nutzen, verfügt die Maschine von WFL über ein großes Werkzeugmagazin, eine Automatisierungslösung von Promot und ein speziell für dieses Projekt entwickeltes Spannbackenwechselsystem von Schunk. Mit der Komplettanlage kann Bredel Werkstücke für Schlauchpumpen mannlos produzieren und kurze Durchlaufzeiten umsetzen.
Bredel, Teil der Watson-Marlow Fluid Technology Group, ist der weltweite Marktführer auf dem Gebiet der Schlauchpumpen. Die Pumpen gelangen zu Kunden in den unterschiedlichsten Branchen, vom Bergbau bis hin zur Medizin- und Lebensmittelindustrie. Um den Vorsprung zu halten, sucht Bredel immer nach Möglichkeiten, um die Produktivität zu verbessern und Prozesse zu optimieren. Die neue, automatisierte WFL M65-G Millturn ist ein gutes Beispiel für fortlaufende Investitionspolitik bei Bredel. Das neue Drehfräszentrum wird auf lange Sicht ein älteres Bearbeitungszentrum von WFL ersetzen. Derzeit werden alle Programme und Komponenten schrittweise optimiert und auf die neue M65-G MILLTURN übertragen.
Teilebearbeitungen zusammenfassen
Der Grund, warum Bredel das alte CNC-Bearbeitungszentrum von WFL ersetzt, hängt mit dem Alter und den Möglichkeiten der Maschine zusammen, verbunden mit dem Wunsch, die neue Maschine bei einer Auslastung von nur einer bemannten Schicht mit 120 Stunden pro Woche produktiv zu halten. Um dies zu erreichen, setzt Bredel auf einen automatisierten Produktionsprozess. Bertus Groteboer, Senior Manufacturing Engineer bei Bredel, erklärt: „Die Entscheidung für ein neues Drehfräszentrum stand bereits im Vorfeld fest. Ende der 90er-Jahre haben wir nämlich bereits entschieden, dass wir nur noch in Maschinen investieren, die sowohl drehen als auch fräsen können. Obwohl diese Maschinen einen höheren Kaufpreis haben, ist die Rendite deutlich besser. Das liegt daran, dass Teilebearbeitungen zusammengefasst werden können, wodurch die Notwendigkeit für zwei getrennte Maschinen entfällt. Dadurch kann Bredel Pumpenteile mit Dreh- und Fräsbearbeitungen in einer Aufspannung komplett zerspanen.“
Pumpenteile im Set produzieren
Die neue WFL M65-G hat einen Abstand von 2000 mm zwischen Haupt- und Gegenspindel. Beide Spindeln haben eine Leistung von 56 kW. Dank der zwei Spindeln und der Frässpindel können Werkstücke komplett bearbeitet werden. „Bei diesem Projekt haben wir tatsächlich den Schwerpunkt auf die unbemannte Produktion gelegt. Die Produktionszelle holt das Material aus dem Lager ab und legt nach der Bearbeitung das einsatzfertige Werkstück ohne menschliches Eingreifen wieder in das Lager zurück. Wichtig ist dabei, dass es möglich sein muss, wechselnde Werkstücke abwechselnd zu produzieren. Auf diese Weise können wir die verschiedenen Teile einer Pumpe im Set herstellen, mit dem Vorteil, dass wir schneller verkaufen und lackieren können. Um dies zu ermöglichen, muss das Bearbeitungszentrum über eine Reihe wichtiger Elemente verfügen, die nicht nur einen unbemannten Produktionsprozess, sondern auch eine hohe Flexibilität ermöglichen.
Optimieren bis ins kleinste Detail
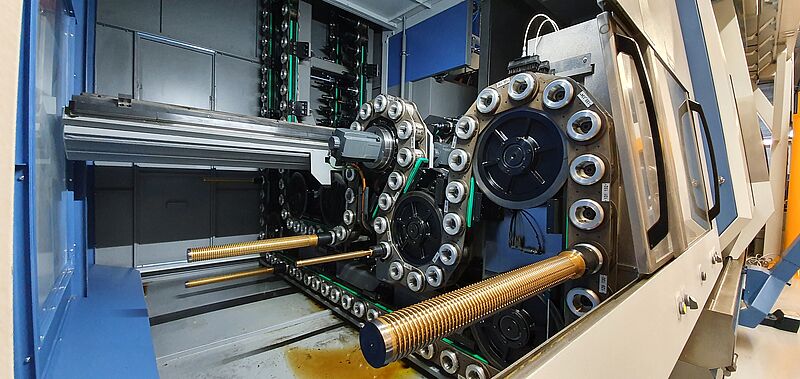
Um eine Vielzahl von Teilen automatisiert bearbeiten zu können, hat Bredel das Drehfräszentrum von WFL mit einem großen Kettenmagazin ausgestattet. Insgesamt bietet das Magazin Platz für 200 Werkzeuge, während es relativ wenige Quadratmeter belegt. Besonders hervorzuheben ist, dass das Magazin Werkzeuge mit einer Länge bis maximal 900 mm aufnehmen kann. Dies war eine besondere Forderung von Bredel, um so auch lange Räumwerkzeuge zu lagern. „Wir haben die Zerspanungswerkzeuge für dieses Projekt kritisch betrachtet. Ein funktionierender Prozess kann immer verbessert werden und Werkzeuge spielen dabei eine wichtige Rolle. Denken Sie beispielsweise an Kombiwerkzeuge, um Werkzeugwechselzeiten zu reduzieren oder spezielle Werkzeuge, die eine Bearbeitung viel schneller ausführen können. Jedes kleine Detail hilft, die Durchlaufzeit zu verkürzen und die Kosten des Werkstückes zu reduzieren. Nur so können wir in den Niederlanden mit der übrigen Welt wettbewerbsfähig bleiben“, erzählt Groteboer. Um Verzahnung und Nuten zu bearbeiten, hat Bredel in Abstimmung mit WFL ein spezielles Räumwerkzeug entwickelt. Normalerweise benötigt das Werkzeug eine Vorschubkraft von 100 kN, die selbst mit der WFL-Maschine nicht erreichbar war. Die modifizierte Version erfordert eine Vorschubkraft von nur 30 kN. Wo früher das Fertigen der Verzahnung durch Stoßen in einem Teil eine halbe Stunde dauerte, benötigt die Bearbeitung mit dem angepassten Räumwerkzeug nur noch 1,5 Minuten.
Durchlaufzeit deutlich halbiert
Dank des neuen, automatisierten Drehfräszentrums, das kleine Chargen flexibel bearbeiten kann, hat Bredel die Durchlaufzeit eines Satzes von Pumpenteilen von drei Tagen auf nur einen Tag verkürzt. Außerdem kann der Hersteller viel schneller auf dringende Aufträge reagieren. „Wir haben viele Werkstücke konstruktiv optimiert, um die Kapazität der Maschine optimal zu nutzen. Teile für Drehfräsbearbeitung sind dadurch komplexer geworden. Zusammen mit Siemens und WFL haben wir deshalb einen digitalen Zwilling der Maschine zur Simulation in der „Siemens NX CAD/CAM“-Software erstellt. Darüber hinaus haben wir einige WFL-Zyklen wie Messzyklen, Prozessüberwachung und Gravieren ins Siemens NX gebracht. So können wir komplexe Teile schnell und zuverlässig offline programmieren.“ Bredel hat letztlich das Ziel, mit der neuen M65-G MILLTURN 5.500 Spindelstunden pro Jahr zu erreichen.