Aerzen relies on WFL’s automated MILLTURN technology







Aerzen’s machines and units are used wherever air and gases are conveyed or compressed – from water and wastewater treatment and pneumatics to chemical and process engineering, the food industry, and the cement and lime industries. The list of applications is diverse and covers virtually all industrial sectors. There are now ten WFL M65 MILLTURNs at the headquarters in Aerzen. The first machines were commissioned as early as 2007 – a successful concept that has been consistently developed further. This is demonstrated by the last two M65 MILLTURNs purchased, which feature automation via loading robots and pallet storage from Kardex.
The history of Aerzen is the history of rotary lobe blowers. In 1868, the company built Europe’s first such blower, thereby introducing the technology to the European mainland; in 1911, the first turbo blowers; in 1943, the first screw compressors; and in 2010, the world’s first rotary lobe compressor. Now in its fourth generation, the company in Lower Saxony has retained its family-run and medium-sized business character. Today, more than 2,600 employees across over 50 subsidiaries are working on new solutions for energy-efficient, sustainable and reliable compression technology. At Aerzen, you will find the right product for every process, whether it be a screw blower, rotary lobe blower, screw compressor or turbo blower.
Blower and compressor technology with the highest precision
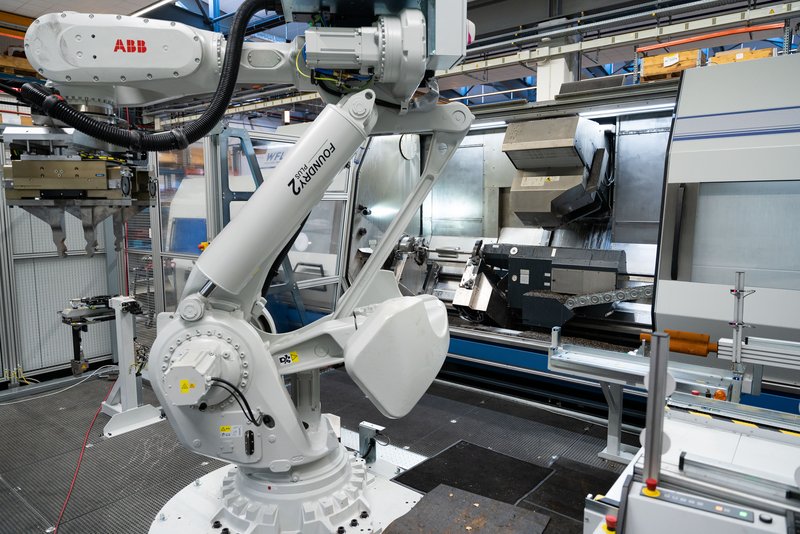
A highlight in the modern production hall is the fully automated machining cell featuring two M65 MILLTURNs, a Kardex lift and an ABB industrial robot with a bin-picking system. The machines are primarily used to manufacture rotors for rotary lobe blowers. These products are mainly installed in the Delta Blower series. These versatile and compact units can be used in any climate zone on Earth. Production covers small to medium profile sizes. The workpieces are mainly made from C45 and EN-GJS-500-7 materials. In theory, the entire Aerzen product range at this site – namely screw blowers and screw compressors – can be produced on the MILLTURNs. Delta Hybrid rotors are also planned for the plant in the future.
“The main challenge in metal cutting the components is the application of grey cast iron. This is because it is important to remove the cast skin with sufficient cutting depth. Grey cast iron tends to exhibit unpredictable variations in hardness between different batches. Due to the nature of the components, each of our rotary lobes has interrupted cuts, which place a particularly heavy load on the tool and the machine. The large wrap-around of our profile milling cutters places particular strain on the tool spindle. That is why we opted for a 55 kW spindle here, in order to achieve stable and precise results,” emphasises Tobias Krebs, Team Leader for the Mechanical Application. Batch sizes on this plant range from 22 to 44. In some cases, several orders of the same type are produced consecutively to further minimise the already short set-up process. The axial and radial runout accuracies are 0.02 mm, and the machining tolerance is also 0.02 mm.
Automated production with integrated ERP and tool management
One challenge in Research & Development for the automation system was the interface between the ERP (Enterprise Resource Planning) system and the host computer, which was needed to automatically identify orders. The operator approves the order in SAP, and it is automatically assigned to the machine. The forklift operator then delivers the pallets of blank parts and the corresponding pallets of finished parts; the machine operator selects the order, and the robot first retrieves its blank part from the relevant pallet via bin picking. It then retrieves its program from the tool management system – another interface in the machining process, in this case to Tool Doc. Here, the host computer checks whether there is sufficient material in the Kardex lift, i.e. whether all tools are present and have sufficient service life. Once the status check is successful, the program is started. The robot then retrieves the blank via bin picking and places it on the pre-storage area. It measures the position of the finished part pallet, which has been preset by the operator. The doors of the M65 MILLTURN’s working area open, the blank is clamped into the machine, and the program then starts automatically. The same process is carried out on the second M65 MILLTURN. This creates a fully digitised process – from order creation through application to storage in the Kardexlift with twelve storage slots.
The CAD programme used, Excapt+, has been in use on WFL machines for many years. This is also the case with the new plant. Programmer Sören Reinhardt emphasises: “The programme is already a well-established system that works very well. Individual commands for the robot required some fine-tuning – this necessitated a dedicated interface.”
The move towards automation
With automation, Aerzen has achieved a significant increase in efficiency. Whilst the actual machining times have increased slightly due to automatic position detection, waiting times caused by manual operation have been almost completely eliminated. The robot, firmly anchored to the floor, is ready as soon as the machine door opens – the workpiece is changed immediately, and the process continues without interruption. Visually, the blank has three different flanges. Therefore, the alignment must be precise so that the robot can recognise it and lift it with the yoke gripper. It takes between 24 and 40 minutes to go from the blank to the finished part in the MILLTURN.
“Bin picking emerged from the feasibility study. Without this feature, we would not have been able to realise this project to our specifications,” emphasises Tobias Krebs. He continues: “The bin-picking system has the advantage that we can leave our blanks on the Euro pallets as they are delivered, without having to pre-sort them separately. Accurately identifying the position of the blank parts on the pallet is of immense importance and presented us with a challenge. As parts are often very close together, the bin-picking software required significant optimisation.” “Ultimately, the decision was made in favour of the Kardexlift, as it requires significantly less space compared to other solutions . We also save on unnecessary forklift journeys,” says Krebs.
The plant was purchased to expand capacity, although this is not yet necessary. In future, the plant is set to operate 24/7. Due to the fact that Aerzen has one or more Duplo tools for each tool to minimise downtime, the 90-position tool magazine is almost reaching its limits.
In addition to productivity, ergonomics also plays a central role: many workpieces weigh several hundred kilograms. Automated handling significantly reduces the physical strain on skilled workers and thus contributes to long-term job security.
Proven technology, trusted partner
Aerzen has relied on WFL’s MILLTURN machines for almost 20 years. According to Tobias Krebs, the most important requirement placed on the machines for manufacturing the workpiece is: “In short, complete machining in a single clamping.” Project Manager Tjard Körber adds: “We know exactly what we’re getting – robust machines that you can rely on. What’s more, thanks to our many years of experience with the MILLTURNs, our operators and maintenance staff are thoroughly familiar with the technology. There’s a reason why we’ve purchased five M65 MILLTURNs over the last three years.”
Operator Anton Wanner also highlights the positive experience with the machines. He has been working on the MILLTURNs for 15 years: “The handling is good, innovative and simple. Thanks to the automation, there are few manual steps required, and the Kardex system is excellent.”
“The collaboration with WFL went very well. The team was competent, solution-oriented and always available. Even when faced with unexpected challenges, they reacted quickly and pragmatically. This significantly simplified the entire commissioning process,” says Tobias Krebs.
In conversation, Tobias Krebs and Tjard Körber also highlight WFL’s exemplary service: “Another definite selling point for WFL is after-sales service. Both the support provided by WFL colleagues when problems arise and the availability of spare parts work flawlessly. Most parts are delivered within 24 hours – it doesn’t get any better than that,” says Tjard Körber. Thanks to WFL’s rapid delivery times, Aerzen only maintains a spare parts stock for a few items that can be replaced quickly.
With WFL’s automated MILLTURN manufacturing, Aerzen has taken its production processes to a new level: greater efficiency, improved ergonomics, maximum process reliability and a fully digital information flow. The partnership with WFL stands for trust, quality and innovative strength – a combination that has been successfully guiding Aerzen into the future for almost two decades.