Complete machining of rotors with variable pitch

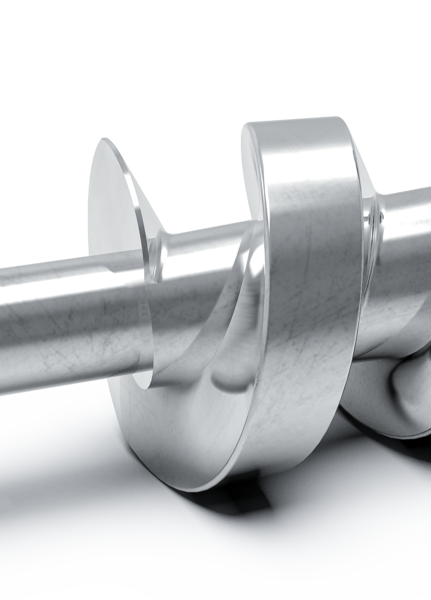
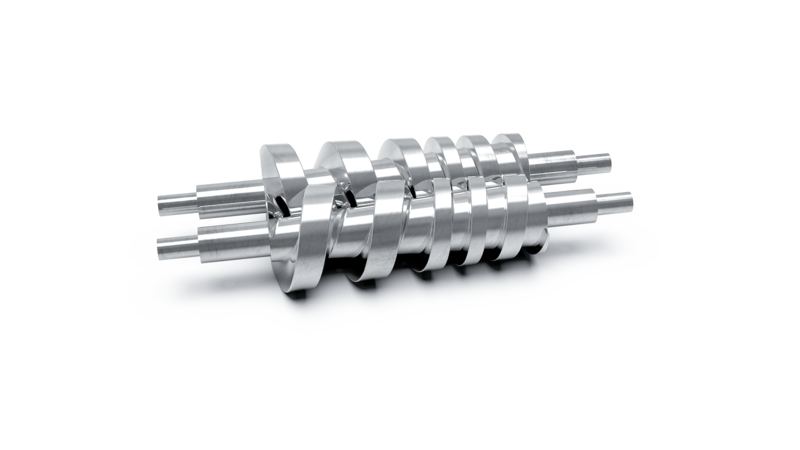
At WFL, a significant aspect in the production of rotors is the efficient complete machining of the workpieces. Rotors are machined from the saw-cut section, forged or cast part in a single operation in the MILLTURN. The workpiece is then clamped in a vice for end machining. Alongside screw rotors, Roots-type rotors and twisted rotors, the complete machining of rotors with a changeable pitch is also possible at WFL.
During turning and milling operations, the rotor is clamped between the tip and the chuck with retractable jaws, allowing the highest levels of runout accuracy and quality to be achieved.
The rotor is programmed based on geometry information from the customer. Another variant is parametric NC programming where the descriptive parameter values, e.g. pitch, shape, number and depth of holes, axis distance and play to the flanks, are entered. Based on these input values, the machine control system then directly calculates the individual positions and machining sequences.
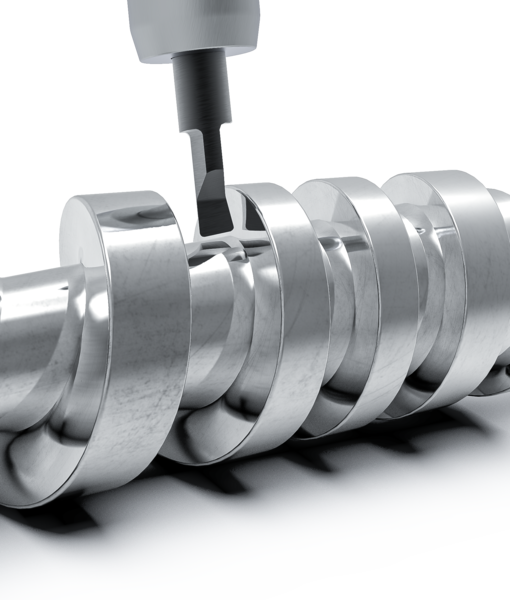
In terms of tool selection, which is undertaken by WFL, custom products are used which are adapted to the contour and pitch. The unfinished part is pre-milled in the first stage by means of roughing, followed by finishing with turning tools. Internal calculations of the individual turning cuts by the control unit allows, in contrast to the finish milling f rotors, corrections to the flank shape and pitch to be made directly on the machines, without having to use a CAM system. The complete machining of rotors offers considerable savings when it comes to the machining time in particular, where efficiency gains of 30% to 70% are possible.
The in-process measurement method developed by WFL enables maximum manufacturing precision to be achieved with the tightest dimensional and positional tolerances. After the workpiece is clamped, the control unit automatically records the longitudinal and circumferential orientation of the workpiece with one of the measuring probes changed from the tool magazine. After that, machining continues relative to the actual position. Any fault effects are compensated for.
Once the machining sequence has finished, the workpiece is automatically measured and the final workpiece precision is logged. Based on the data gathered, extensive analyses are performed directly on the machine, and where necessary, measuring protocols are printed out or the measurement results are exported for further processing.
Advantages:
- Fewer machining operations
- Elimination of the cylindrical grinding machine
- Minimal tooling times
- Higher runout quality
- Less space required
- Reduced personnel costs
- Clamp once – machine complete (including all turning, drilling, deep-hole drilling and serration machining)
- Fully automatic correction through integrated measurement
- Optimum shape and position tolerances due to the elimination of multiple clamping steps
- Process monitoring with WFL iControl
- Process safety