Measuring technology

To manufacture complex parts with high quality requirements, processes must be controlled in a ‚closed loop‘.
WFL has focused on measuring workpieces in the machine ever since complete machining first began and has developed cycle packages for a variety of measuring tasks. The measurement method developed by WFL enables maximum manufacturing precision to be achieved with the tightest dimensional and positional tolerances on complex workpieces. A wide range of measuring equipment, such as touch-trigger measuring probes, scanning measuring probes, ultrasonic measuring devices or temperature measuring devices, is available for this.
Scanning measuring
The machining of large, heavy and complex workpieces poses significant challenges for measuring systems. With scanning measurement systems, digital measurements and analogue scanning processes can be carried out directly on the mac hine.The analogue probe ‚scans‘ the surface to generate thousands of measurement values in a fraction of the time. Quick measurements of up to 2 m/min are possible with complete accuracy.
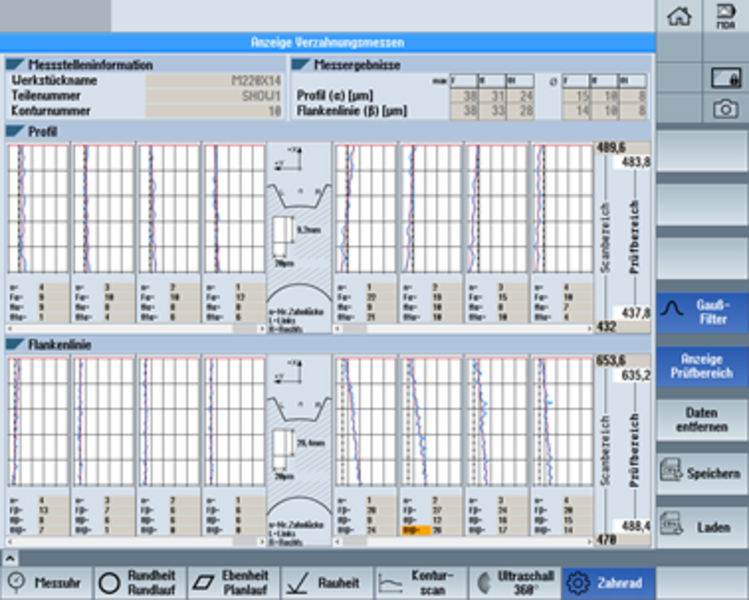
This makes fully automatic roundness, run-out, axial runout, shape and teeth measurement possible.


Integrated workpiece measurement on the turning-boring-milling unit
One special variant is an in-process measuring probe fixed on the turning-boring-milling unit for integrated workpiece measurement. This can be swivelled in or out fully automatically, without swapping the machining tool, thereby reducing workpiece lead time. It also has a beneficial effect on precision when working with measuring cuts for very tight tolerances.

Ultrasonic measurement
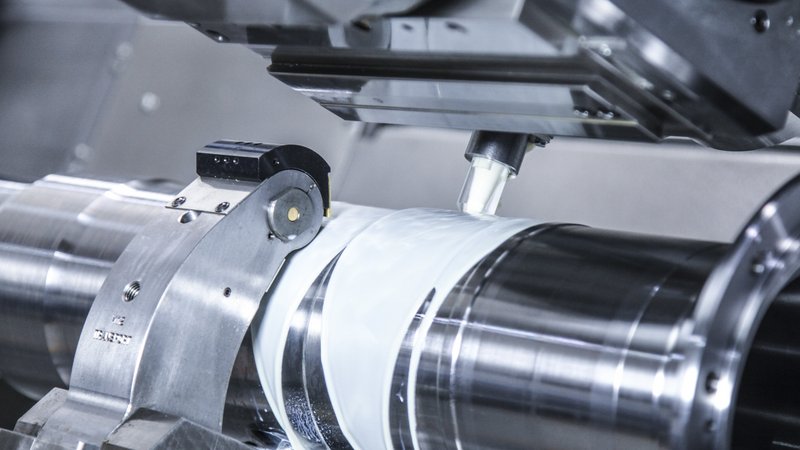
Automatic ultrasonic wall thickness measurement is used for precise quality monitoring as well as position determination of inside to outside diameter (concentricity) for tube-shaped workpieces for which the measuring point cannot be reached with conventional workpiece measuring probes. The measurement tool is protected by a PVC cover and directs the ultrasonic signals via the coolant. The measurement result is displayed directly at the control unit in real time.
Typical application areas for ultrasonic measurement are those in the aerospace industry, e.g. for testing engines.
In-Prozess Messen
After the workpiece is clamped, the control unit automatically records the longitudinal and circumferential orientation of the workpiece with one of the measuring probes changed from the tool magazine. After that, machining continues relative to the actual position to compensate for any error effects.
Both selective and scanning measurement can be performed during in-process measuring, depending on which switch head is fitted. The flexibility offered by measuring probes from the tool magazine is virtually unlimited, as several measuring probes can be equipped with a wide range of switch heads (touch-trigger or scanning) and probe styluses (different lengths, ball radii, straight, angled, star-shaped, T-probe, etc.).
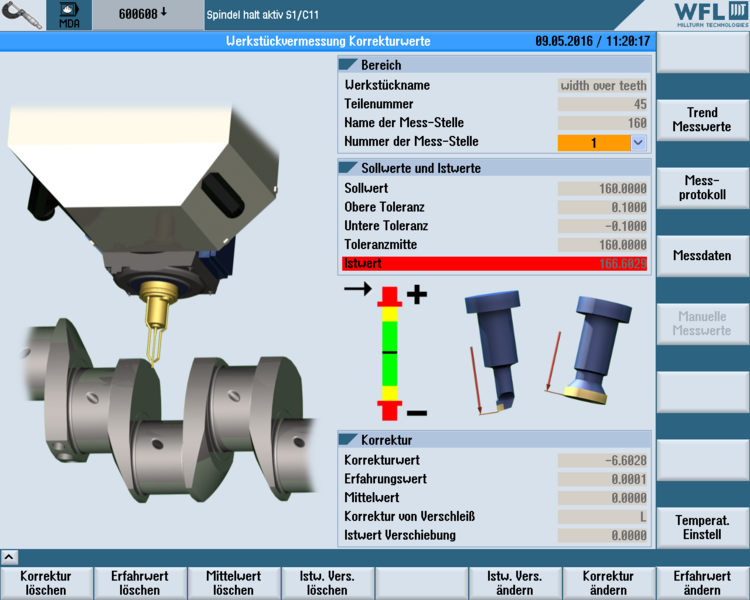
Once the machining sequence has finished, the workpiece can be automatically measured and the workpiece precision logged. The data obtained in this way can be used to carry out extensive analysis directly at the machine or via LAN and measuring protocols can also be printed out.